XiaoMi-AI文件搜索系统
World File Search System剪切载荷

不同类型材料热行为的比较...
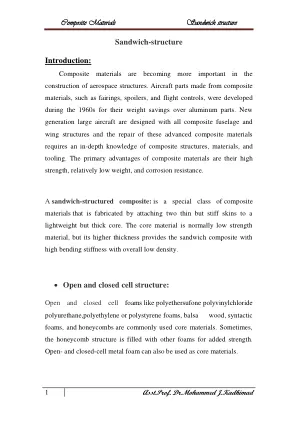
夹层板在需要高强度和低重量的应用中非常受欢迎,例如汽车和航空航天。通常,它们由较厚的低密度中心层(芯)和两侧较薄的面板(表皮)组成。根据应用,对外皮和芯层有不同的要求。可以通过使用多种材料和结构来满足这些要求。效仿自然界的蜂巢,蜂窝结构作为核心已在航空航天领域广泛使用数十年,例如由铝制成。由热塑性聚合物制成的蜂窝在追求材料可持续性方面变得越来越重要。一个例子是从消费后 PET 废料中回收的 PET(RPET)。RPET 蜂窝在压缩和剪切载荷下的良好性能使其成为包装、汽车和建筑应用的理想选择 [1]。

晶圆级扇出型封装的可靠性和性能
为了分析 UBM 疲劳,使用热机械有限元模拟研究了圆形衬垫界面处的载荷。由于 Hutchinson 和 Sou [15] 推断出拉伸法向载荷的界面韧性远低于剪切载荷,因此重点关注法向载荷。模拟研究了 T = -40°C 至 125°C 的温度范围。在低温下 (T = -40°C) 存在最高的拉伸法向载荷。这可以通过焊球材料在低温下蠕变减少 [16] 来解释,这会导致更高的弹性应力。此外,在低温下可以检测到焊球的倾斜。倾斜是由 PCB 和封装的 CTE 不匹配引起的。因此,拉伸法向应力位于界面朝向封装周边的一侧(见图 3)。图 3 中的色标直观地显示了拉伸和压缩应力的定性分布。这些模拟结果与分层实验结果相一致(见图 1):在焊盘的相同外部区域也发现了分层。
SSC-383 高强度钢的最佳焊接强度...
本报告提供数据和分析,以支持在造船业中接受高强度钢中的未接合焊缝。由 HSLA-100 钢板(最低屈服强度为 690 MPa)和横向坡口焊缝进行的宽板拉伸试验表明,适度欠匹配的接头(实际焊缝屈服强度比实际底板屈服强度低 12%)可以实现与过度匹配焊缝一样高的强度和延展性。欠匹配 18% 至 28% 的焊缝表现出全强度,但延展性最小。相对粗网格弹塑性有限元分析充分再现了实验中观察到的行为。制备了宽板试样,在适度低匹配和高匹配焊缝中都含有各种受控的缺陷。这些缺陷试样表现出卓越的性能,适度低匹配焊缝和高匹配焊缝的结果之间没有一致的差异。当承受剪切载荷时,低匹配高达 25% 的坡口焊缝可达到 HSLA-100 板所需的最小剪切强度,并具有出色的延展性。为便于使用具有最佳焊缝金属性能的高强度钢,给出了各种接头的设计、有限元分析、焊缝填充金属选择和焊接程序指南和说明。
高速风洞测试规划指南
概述................................................................................................................................5-5 应力分析...................................................................................................................5-5 应力分析概述..............................................................................................................5-5 应力或载荷................................................................................................................5-6 力和力矩................................................................................................................5-6 一般方程式................................................................................................................5-6 空气载荷表面.............................................................................................................5-6 截面属性................................................................................................................5-6 空气载荷................................................................................................................5-7 静态测试代替应力分析.............................................................................................5-7 带应力分析的量具组件.............................................................................................5-7 降低要求................................................................................................................5-7 先前测试过的组件.....................................................................................................5-7 材料选择.....................................................................................................................5-8 材料标准.....................................................................................................................5-8 机械性能校正.....................................................................................................5-8 允许强度.....................................................................................................................5-8 安全系数.....................................................................................................................5-8 剪切应力.................................................................................................................5-8 热应力.................................................................................................................5-8 材料特性...............................................................................................................5-8 屈曲应力...............................................................................................................5-8 振荡应力...............................................................................................................5-9 冲击强度...............................................................................................................5-9 结构接头.................................................................................................................5-9 紧固件质量标准...........................................................................................................5-9 紧固件装配................................................................................................5-9 结构接头图...................................................................................................5-9 接头的军用规格标准....................................................................................5-10 焊接接头...................................................................................................5-10 剪切载荷(螺栓接头).........................................................................................5-10 螺栓预紧力....................................................................................................5-10 螺纹啮合....................................................................................................5-10 埋头孔、沉头孔和锪面....................................................................................5-10 小螺钉.............................................................................................................5-11 螺钉接头.....................................................................................................5-11

研究文章 评估深井施工中爆炸损伤对衬砌支撑的岩石荷载的影响:以 Ve 为例
作用于地下开挖衬砌的岩石荷载受多种因素影响,包括岩石类型、岩体条件、深度和施工方法。本研究重点是量化通过所谓的短步法在硬岩中建造的深井衬砌上径向荷载的大小和分布。使用超声波测试表征了竖井周围的爆破损伤区 (BDZ),并将其纳入收敛限制法 (CCM) 和 3D 数值分析中,以评估 BDZ 对衬砌岩石荷载的影响。结果表明,竖井开挖爆破是岩体退化的重要控制因素,而主应力的方向和大小对爆破损伤分布的影响微乎其微。分析表明,增加井壁爆炸损伤的深度可以增加作用于衬砌的载荷,而对于在各向异性地应力区域中采用短台阶法凿井的竖井,作用于衬砌的剪切载荷可能非常显著。

绝对式编码器 ENA36IL-R***-CANopen
抗干扰措施 使用高度复杂的微电子器件需要始终实施抗干扰和布线概念。现代机器的结构越紧凑,对性能的要求越高,这一点就变得越重要。以下安装说明和建议适用于“正常工业环境”。没有一种解决方案适合所有干扰环境。当采用以下措施时,编码器应处于完美的工作状态: • 在串行线的开始和结束处(例如,控制和最后一个编码器)用 120 电阻器(接收/发送和接收/发送之间)终止串行线。 • 编码器的接线应远离可能造成干扰的电源线。 • 屏蔽电缆横截面积至少为 4 mm²。 • 电缆横截面积至少为 0.14 mm²。 • 屏蔽和 0 V 的接线应尽可能呈放射状排列。 • 不要扭结或卡住电缆。 • 遵守数据表中给出的最小弯曲半径,并避免拉伸和剪切载荷。操作说明

未来的叶片:2040 年的风力涡轮机叶片
预计 27MW 水平轴风力涡轮机 (HAWT) 平台将成为 2040 年风力涡轮机的标准配置,叶片长度必须达到 145 米左右。这就需要叶片设计坚固,考虑到设计、生产、测试和运行中所有固有的不确定性,以准确预测使用寿命并获得可靠的维护间隔。超长叶片的纤细性需要更符合气动弹性的设计。此外,我们预计设计将以分段叶片为目标,不仅为了方便运输,而且还为了减少叶片本身和安装设备的搬运和安装负荷。未来的叶片将使用一种综合方法进一步优化,该方法将气动弹性和结构行为要求与使用寿命、坚固性和表面退化等考虑因素相结合。这种综合优化将涉及整个叶片设计,包括分段位置和连接技术。还确定了用于结构健康监测的集成传感器的最佳位置。这为自由形式设计优化程序带来了机会,例如用于设计叶片剪切载荷承载结构的拓扑优化。设计中的一些优化只能通过更自动化的制造来实现。提高生产线某些部分的重复质量,每天 24 小时不间断生产将减少出错空间并减少人工劳动。叶片部分

春季2025技术选修课
AERE 3210:飞行结构分析Cr。3。PREREQ:EM 3240,数学2660或2670弹性,适用性和飞行负载的介绍。疲劳简介。用于飞行申请的材料选择。使用经典方法在弯曲,扭转和剪切载荷下的薄壁横截面。剪切中心。列屈曲。结构分析的矩阵方法。AERE 3220:航空航天结构实验室CR。 2。 PREREQ:AERE 3210实验设计中的信用或同时注册。 数据分析。 应变量规安装。 测量铝的刚度/强度。 分析/制造/测试铆接关节。 剪切/弯曲测量插图。 分析/测量框架中的菌株。 列屈曲。 应力浓度。 梁和板的振动测试。 复合材料的制造/测试。AERE 3220:航空航天结构实验室CR。2。PREREQ:AERE 3210实验设计中的信用或同时注册。数据分析。应变量规安装。测量铝的刚度/强度。分析/制造/测试铆接关节。剪切/弯曲测量插图。分析/测量框架中的菌株。列屈曲。应力浓度。梁和板的振动测试。复合材料的制造/测试。

使用聚合物的高可靠性二级互连...
这会在焊料互连(BGA 接头)上产生周期性剪切载荷,最终导致其疲劳失效。如图 1 所示,基板尺寸(DNP)的增加和膨胀系数(∆ α)的差异会增加剪切应变,从而降低机械可靠性。另一方面,增加 BGA 间距会提高可靠性。因此,更大的 BGA 球被认为有利于提高机械可靠性。但从电气性能的角度来看,较小的互连几乎总是更可取的,尤其是对于高速数字线路,以最大限度地减少信号损失。电气期望和机械性能之间出现了经典的困境。有许多可用的选项,并且已经尝试过弥补这一差距。其中一些方法包括,在基板和 PCB 板之间使用中介层,使用 BGA 焊球和类似环氧树脂的材料(底部填充)来提高可靠性。所有这些选项确实提高了可靠性,但这些都是过程中的额外步骤,会大幅降低产量并增加成本。图 2 显示了各种高可靠性选项及其优缺点 [2]。因此,替代解决方案不仅需要具有更高的可靠性,还需要成为现有工艺的直接解决方案,并且还具有良好的电气性能。这让我们想到了聚合物涂层焊球。