XiaoMi-AI文件搜索系统
World File Search System扫描速度

一种生产 NiCrAlY 粘合涂层的新方法 - ...
本研究首次研究了通过选择性激光熔化 (SLM) 直接在由 SLM 生产的 IN625 基体上生产 NiCrAlY 粘结涂层材料的可行性。通过改变激光功率 (P) 和扫描速度 (v) 进行了典型参数优化。对 15 种不同的 P/v 条件进行了单线扫描轨迹和双层涂层分析。定义了几个标准来选择合适的 SLM 参数。结果表明,底层基体发生了明显的重熔,这是 SLM 制造的典型特征。这导致了中间稀释区的形成,其特征是 IN625 高温合金基体和 NiCrAlY 粘结层之间发生了大量混合,表明冶金结合优异。最佳加工条件为 P = 250 W 和 v = 800 mm/s。它产生了一个致密的 242 μm 厚的粘结层,其中包括一个 36% 的稀释区。 SLM 加工的 <NiCrAlY- IN625> 系统呈现出平滑的显微硬度分布,从粘结层的 275 Hv 略微增加到基材的 305 Hv。在系统中发现相之间的 Al 浓度分布逐渐增加,残余应力水平较低。这表明 SLM 可能是一种有价值的替代制造工艺,用于粘结层系统,从而促进高温应用中的出色附着力。

通过低压扫描电子显微镜
在低电子能量的扫描电子显微镜(SEM)中,损伤诱导的电压改变(DIVA)对比度机制已作为一种快速且方便的方法,可以直接可视化硝酸盐(GAN)中能量离子辐照引起的电阻率的增加。在覆盖有金属面膜的蓝宝石上外上植物生长的gan层,并在600 keV能量下受到He 2 +辐射的约束。在不同的电子束电流和扫描速度下,在SEM上成像样品横截面处的二维损伤曲线。通过电子束照射沉积的累积电荷的增加观察到了图像对比的逐渐发展,以最终达到与GAN离子辐射部分的局部电阻率相关的对比度的饱和水平。提出的方法允许人们直接可视化离子辐照区域,即使是由于离子损伤导致的最低电阻率变化,即用离子辐照后,甘恩的所有级别的绝缘层堆积。考虑到不可能将湿化学的蚀刻技术应用于GAN,它使提出的技术成为基于GAN-基于GAN-基于电子设备的高度抗性和绝缘区域的可视化方法。提出的作品的主要目的是更深入地了解GAN中的Diva对比,特别强调讨论栅格速度和电子束电流的作用,即电荷堆积的细节样品表面。

激光定向能量沉积中基于多保真度替代的不确定性量化过程映射
摘要:涉及高斯过程 (GP) 的多保真度 (MF) 替代物用于设计激光定向能量沉积 (L-DED) 增材制造 (AM) 中的时间过程图。过程图用于建立熔池特性(例如熔池深度)与工艺参数(例如激光功率和扫描速度)之间的关系。MFGP 替代物涉及高保真度 (HF) 和低保真度 (LF) 模型。选择 Autodesk Netfabb ® 有限元模型 (FEM) 作为 HF 模型,而选择 Eagar-Tsai 开发的分析模型作为 LF 模型。结果表明,MFGP 替代物能够成功地融合不同保真度模型中存在的信息,以设计时间前向过程图(例如,给定一组真实深度未知的工艺参数,熔池深度是多少?)。为了扩展新开发的建立时间逆过程图的公式(例如,为了实现所需的熔池深度,但不知道真实工艺参数,那么作为时间函数的工艺参数的最佳预测是什么?),在计算预算约束下,通过将 MFGP 代理与贝叶斯优化 (BO) 相结合来进行案例研究。结果表明,与单精度 (SF) GP-BO 相比,MFGP-BO 可以显著提高优化解决方案的质量,同时降低计算预算。与仅限于开发稳态正向过程图的现有方法相比,当前的工作成功地展示了在 L-DED 中实现结合不确定性量化 (UQ) 的时间正向和逆过程图。

用聚酰亚胺的CO2激光单线扫描诱导的电阻还原
摘要:我们对聚酰亚胺纤维上的CO 2激光诱导的电导率进行了激光参数研究。发现诱导的电导率主要发生在扫描线的中心,而不是在整个线宽度上均匀地发生。Microraman检查表明,电导率主要是由于激光照射线中心诱导的石墨烯结构的多层(4-5)的结果。线中心的石墨烯形态和纳米级纤维结构一起以薄壁多孔结构的形式出现。具有每单位长度和激光功率的能量剂量,这种电导率的表面修饰与激光脉冲频率无关,但取决于平均激光功率。可以通过在高功率水平上对激光束进行一次激光束的扫描来实现高电导率。为了达到高电导率,以低功率使用激光,但要以较慢的扫描速度或进行多次扫描来补偿它是有效或有效的。当10毫米扫描长度上的电阻从几百欧姆降低到30欧姆,当单位长度的能量剂量从0.16 j/mm增加到1.0 j/mm,即从5.0 w增加到5.0 w到24 w,在24 W上增加了3.44×10 w/cm 2 2 s cm 2 2 k. 16.54 w/cm的相应功率,一次通行证扫描。相比之下,以超过22.5 mm/s的速度以低于5 W的功率导致非导电开路。

316L 不锈钢的激光粉末床熔合
I. 构建几何形状对增材制造 316L 零件微观结构发展的影响 A. Leicht、U. Klement、E. Hryha Mater. Charact. 143 (2018) 137–143 II. 零件厚度对激光粉末床熔合制造 316L 零件微观结构和力学性能的影响 A. Leicht、C. Pauzon、M. Rashidi、U. Klement、L. Nyborg、E. Hryha 已提交出版 III. 工艺气体和扫描速度对 L-PBF 制造的薄 316L 结构的性能和生产率的影响 C. Pauzon、A. Leicht、U. Klement、P. Forêt、E. Hryha 已提交出版 IV.扫描旋转对激光粉末床熔合生产的 316L 零件微观结构发展和力学性能的影响 A. Leicht、CH Yu、V. Luzin、U. Klement、E. Hryha Mater。Charact。163 (2020) 110309 V. 工艺参数对激光粉末床熔合生产的 316L 零件微观结构、抗拉强度和生产率的影响 A. Leicht、M. Rashidi、U. Klement、E. Hryha Mater。Charact。159 (2020) 110016 VI. 通过增加层厚度提高 316L 激光粉末床熔合的生产率:对微观结构和力学性能的影响 A. Leicht、M. Fischer、U. Klement、E. Hryha、L. Nyborg 已提交出版
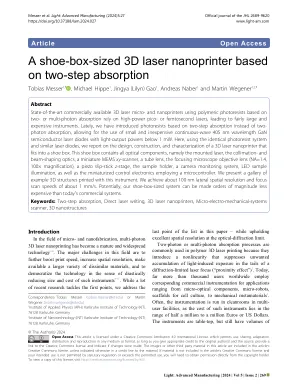
基于两步吸收
使用基于两种或多光子吸收的聚合物光蛋白师使用高功率PICO-PICO或飞秒激光器,使用聚合物光孔师使用聚合物光孔师和纳米蛋白酶,从而导致相当大且昂贵的仪器。最近,我们基于两步吸收而不是两步的光子吸收,而不是两次光子的吸收,从而允许使用小型且廉价的连续波405 nm波长GAN GAN GAN半导体激光二极管激光二极管,其光输出功率低于1 MW。在此使用相同的光孔系统和相似的激光二极管,我们报告了适合鞋盒的3D激光纳米螺旋体的设计,构造和表征。这个鞋盒包含所有光学组件,即安装激光器,准直和横梁成型光学元件,微型mems xy-scanner,tube镜头,聚焦显微镜物镜,na = 1.4,100 x放大倍率),一个piezo slips-splip s-split z-spectiatiation sminiation sminitiation sminiatiation sminiatiatiatiatiatiatiatiatiatiatiatival smimiatiate smination Sypame sypamer sypamer sypamer sypame sypame sypamer nimul sminiatiatiatiatiatiatiatiatiatiatiatiatiatiatiatiatiatival。采用微控制器的电子设备。我们提出了用该仪器打印的示例3D结构的画廊。我们达到了约100 nm的横向空间分辨率,重点扫描速度约为1 mm/s。可能,我们的鞋盒大小的系统可以比今天的商业系统便宜。
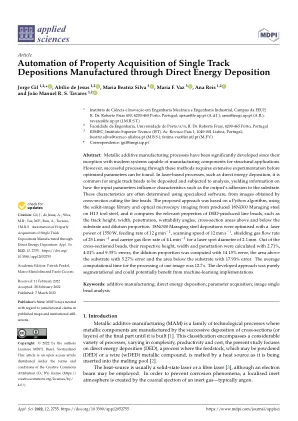
通过直接能量沉积制造的单道沉积物的特性获取自动化
摘要:金属增材制造工艺自诞生以来就得到了长足的发展,现代系统能够制造结构应用的部件。然而,要通过这些方法成功加工,需要进行大量实验,才能找到优化参数。在基于激光的工艺中,例如直接能量沉积,通常会沉积单道珠并进行分析,从而获得有关输入参数如何影响输出对基材的粘附等特性的信息。这些特性通常使用专门的软件从切割线珠的横截面获得的图像中确定。所提出的方法基于 Python 算法,使用 scikit-image 库和在 H13 工具钢上生产的 18Ni300 马氏体时效钢的光学显微镜成像,并计算 DED 生产的线珠的相关特性,例如轨道高度、宽度、渗透性、润湿性角度、基材上方和下方的横截面积和稀释比例。 18Ni300 马氏体时效钢沉积物的优化条件为:激光功率为 1550 W,进给速率为 12 g min −1,扫描速度为 12 mm s −1,保护气体流速为 25 L min −1,载气体流速为 4 L min −1,激光光斑直径为 2.1 mm。对于横截面焊道,计算其各自的高度、宽度和穿透力的误差分别为 2.71%、4.01% 和 9.35%;稀释比例计算的误差为 14.15%,基材上方面积的误差为 5.27%,基材下方面积的误差为 17.93%。处理一幅图像的平均计算时间为 12.7 秒。开发的方法是纯分段的,可以从机器学习实施中受益。

使用 STS316L 的 L-DED 增材制造工艺中,机械性能和微观结构随粉末进料密度的变化
摘要:激光定向能量沉积 (L-DED) 是一种值得注意的增材制造方法,其中金属粉末通过喷嘴喷涂,然后使用激光逐层压实。与其他增材制造工艺不同,DED 对制造部件尺寸的限制较少,这使其有利于生产大型部件。然而,在增材制造中使用 DED 需要仔细优化各种工艺参数,包括激光功率、送粉速率、喷嘴扫描速度和沉积路径,因为这些参数会显著影响制造部件的几何形状和性能。最近的研究已经广泛调查了在不同能量密度下通过 DED 制造的部件的微观结构和性能,但对与送粉相关的变量的研究仍然缺乏。在本研究中,以粉末线密度 (PLD) 为参数,观察到在使用 STS316L 进行 DED 增材制造时,焊珠几何形状、微观结构和力学性能的变化以及送粉密度的变化。通过粉末进料速率和扫描速度控制,利用粉末线密度对 STS316L 合金粉末进行 1 线沉积,从而能够在沉积过程中观察焊珠的几何形状和熔池形状。此外,通过控制粉末线密度的 DED 制造方形样品,以观察由此产生的微观结构和机械性能。观察到,即使在相同的能量密度下,样品也会根据粉末线密度表现出不同的晶粒形貌、微观结构和机械性能,各向异性的变化尤其显著。这凸显了粉末进料密度作为与能量密度一起优化 DED 增材制造工艺的关键变量的重要性。本研究的结果有望通过调节粉末进料密度来帮助控制金属增材制造工艺中制造部件的各向异性和强度。

通过结构化的光系统及其在再制造行业中的应用
摘要直接能量沉积(DED)过程利用激光能量融化金属粉末并将其存放在基板上,以生产复杂的金属零件。这项研究被用作修复二手零件的再制造和维修过程,从而减少了制造业中不必要的废物。但是,修复过程中可能会产生缺陷,例如孔隙率或颠簸的形态缺陷。传统上,操作员将使用实验设计(DOE)或仿真方法来了解打印参数对印刷部分的影响。有几个影响因素:激光功率,扫描速度,粉末进料速度和对峙距离。每个DED机器在实践中都有不同的设置,这导致打印结果的一些不确定性。例如,在不同的DED机器中可以改变喷嘴直径和激光类型。因此,假设如果可以实时监控打印过程,则修复可能更有效。在这项研究中,使用结构化的光系统(SLS)来捕获印刷过程的层面信息。SLS系统能够以10 µm的高分辨率进行3D表面扫描。鉴于对零件的初步扫描并允许对每一层信息进行实时观察,要确定需要存放多少材料。一旦找到缺陷,DED机器(混合机器)将更改工具并删除有缺陷的层。修复后,应用无损方法计算机断层扫描(CT)检查其内部特征。在这项研究中,使用316L不锈钢的DED机器来执行维修过程以证明其有效性。实验室构建的SLS系统用于捕获每个层的信息,并为质量评估提供了CT数据。新颖的制造方法可以提高DED维修质量,减少维修时间并促进维修自动化。将来,在制造行业中使用巨大的潜力来修复用过的零件,并避免购买新零件所涉及的额外费用。
第二周期,30学分电子束粉末床熔合过程中工艺参数对铁素体柱状到等轴转变(CET)的影响
摘要 电子束粉末床熔合制造部件是一种复杂的增材制造工艺,在航空航天和许多工业过程中具有广泛的优势。它降低了成本,并且对粉末粒度有更大的要求。与激光粉末床熔合工艺相比,这具有更高的质量沉积速率,从而缩短了生产时间。粉末床制造工艺通常会导致沿构建方向形成柱状晶粒结构,从而产生具有各向异性的物理和机械性能的组件。这是限制该技术应用的主要问题。为了促进等轴晶粒的形成,以及细化柱状形态和消除各向异性,需要考虑工艺条件和孕育剂或异质成核位点的存在的作用。在本研究中,通过添加氮化钛孕育剂,利用熔化策略和可变工艺参数促进铁素体不锈钢中柱状晶粒向等轴晶粒的转变。我们发现,热梯度 (G) 与凝固速率 (R) 之比 (G/R 比) 控制着晶粒形态和纹理:低 G/R 比已被证明可以促进等轴晶粒的形成。研究了这种转变的工艺条件。在 Freemelt One 机器中打印单线轨迹后对样品进行分析,然后借助光学显微镜进行研究,以确定导致柱状晶粒成功转变为等轴晶粒的机器参数组合。研究得出结论,在低热梯度、高扫描速度和低面积能量的条件下,等轴晶粒的比例有所增加。最终,需要进一步研究以确定促进铁素体不锈钢从柱状晶粒转变为等轴晶粒的确切工艺参数。未来的研究人员可以使用这项研究的结果来创建这种钢种的凝固图,并帮助行业定制铁素体不锈钢中的特定纹理,以实现所需的微观结构和机械性能。关键词:增材制造、E-PBM、孕育、工艺参数、TiN、CET