XiaoMi-AI文件搜索系统
World File Search System有色金属

电阻焊产品
ELKONITE ® 1W3 和 3W3 合金通常用于闪光和对接焊模具镶件,此类模具需要更高的电导性和热导性,并且需要一定程度的延展性。这些材料还用于点焊(作为圆角面电极)低导电性黑色金属,例如不锈钢。ELKONITE ® 5W3 和 TC5 合金通常用于焊接压力不太大的轻型凸焊模具。ELKONITE ® 10W3 合金用于大多数闪光和对接焊模具中的电极和模具镶件以及焊接压力适中的凸焊模具。它还用于轻型电镦锻、电锻模具和缝焊机衬套镶件。ELKONITE ® 30W3 和 TC10 合金适用于压力相对较高的体积凸焊模具。有色金属和低碳钢的电镦锻通常通过使用 ELKONITE ® 材料作为模具面层来完成。大直径线材和棒材的交叉丝焊接是使用 ELKONITE ® 材料完成的。ELKONITE ® 3W53 和 10W53 是可热处理的 ELKONITE ® 材料等级,以完全热处理的状态供应。如果将银钎焊到模具背衬上,则应在钎焊后对此类 ELKONITE ® 材料进行热处理。这些较硬的等级主要用于温度和压力相对较高的电锻和电镦锻模具。
将工业电气化从潜力转化为实践
1 von der Leyen, U. (2024 年 7 月 18 日)。欧洲的选择:2024-2029 年下一届欧盟委员会的政治指导方针。欧盟委员会。https://commission.europa.eu/document/download/e6cd4328-673c-4e7a-8683-f63ffb2cf648_en?filename=Political%20Guidelines%202024-2029_EN.pdf 2 von der Leyen, U. (2024 年 9 月 17 日)。致能源和住房事务专员候任人 Dan Jørgensen 的信函。欧盟委员会。 https://commission.europa.eu/document/download/1c203799-0137-482e-bd18-4f6813535986_en?filename=Mission%20letter%20-%20JORGENSEN.pdf 3 工业包括化学品、钢铁、造纸、食品和饮料、陶瓷和玻璃、机械、水泥、运输设备、有色金属、木材和纺织品。 4 欧盟统计局。(2024a,6 月 6 日)。工业最终能源消耗——详细统计。https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Final_energy_consumption_in_industry_-_detailed_statistics 5 欧盟统计局。(2024b)。按源部门划分的温室气体排放量 [数据集]。 2024 年 2 月 13 日检索自 https://ec.europa.eu/eurostat/databrowser/view/env_air_gge/default/table?lang=en&category=env.env_air.env_air_ai 6 de Boer, R.、Marina, A.、Zühlsdorf, B.、Arpagaus, C.、Bantle, M.、Wik, V.、Elmegaard, B., Corberán, J. 和 Benson, J. (2020)。加强工业热泵创新。工业热脱碳。国家NO. https://repository.tno.nl/SingleDoc?find=UID%206094902d-a680-4861-82d9-3bf6e31a4548
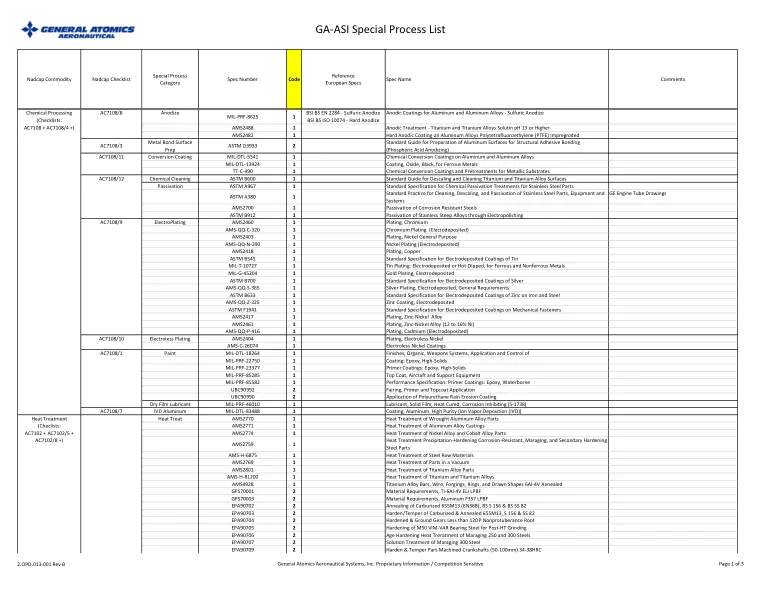
GA-ASI 特殊工艺清单
AMS2700 1 耐腐蚀钢的钝化 ASTM B912 1 通过电解抛光对不锈钢合金进行钝化 电镀 AMS2460 1 镀铬 AMS-QQ-C-320 1 镀铬(电沉积) AMS2403 1 镀镍(通用) AMS-QQ-N-290 1 镀镍(电沉积) AMS2418 1 镀铜 ASTM B545 1 锡电沉积涂层标准规范 MIL-T-10727 1 锡镀层:电沉积或热浸,用于黑色金属和有色金属 MIL-G-45204 1 镀金,电沉积 ASTM B700 1 银电沉积涂层标准规范 AMS-QQ-S-365 1 银镀层,电镀,一般要求 ASTM B633 1 钢铁上锌电镀层的标准规范 AMS-QQ-Z-325 1 锌涂层,电镀层 ASTM F1941 1 机械紧固件电镀层的标准规范 AMS2417 1 镀层,锌镍合金 AMS2461 1 镀层,锌镍合金(12 至 16% 的 Ni) AMS-QQ-P-416 1 镀层,镉(电镀) 化学镀 AMS2404 1 镀层,化学镀镍 AMS-C-26074 1 化学镀镍涂层 油漆 MIL-DTL-18264 1 表面处理,有机,武器系统,应用和控制 MIL-PRF-22750 1 涂层:环氧树脂,高固体 MIL-PRF-23377 1 底漆涂层:环氧树脂,高固体 MIL-PRF-85285 1 面漆,飞机和支持设备 MIL-PRF-85582 1 性能规范:底漆涂层:环氧树脂,水性 UBC90992 2 整流罩,底漆和面漆应用 UBC90990 2 聚氨酯雨蚀涂层干膜润滑剂的应用 MIL-PRF-46010 1 润滑剂,固体膜,热固化,防腐 (S-1738) AC7108/7 IVD 铝 MIL-DTL-83488 1 涂层,铝,高纯度(离子气相沉积 (IVD))热处理 AMS2770 1 锻造铝合金零件的热处理 AMS2771 1铝合金铸件AMS2774 1 镍合金及钴合金零件的热处理

战略研究与创新议程
1. 简介 过程工业是人类生活质量的主要贡献者,因为它们提供的材料是当前发展的关键要素的基础,从计算机和运输系统到药物和医疗保健系统,仅举几例。过程工业也是欧盟 (EU) 财富和收入的主要来源,因此也是社会稳定的主要来源。目前,过程工业在欧洲直接提供约 850 万个就业岗位,间接提供 2000 万个就业岗位,年营业额达 2 万亿欧元,推动创新并为社会问题提供解决方案。然而,大规模加工材料也会对环境产生重大影响,并带有固有风险,需要最大限度地加以管理和降低。改进产品和生产工艺,减少这些产品在生产、使用和最终报废处理过程中对环境的影响,自过程工业诞生以来就一直是其首要任务。联合规划的伙伴关系 Processes4Planet(以下简称 P4Planet)及其前身——通过资源和能源效率实现可持续过程工业 (SPIRE) 公私伙伴关系在过去十年中有效地推动了这些创新。P4Planet 涵盖十个行业:水泥、陶瓷、化学品、工程、有色金属、矿物、纸浆和造纸、炼油、钢铁和水。除工程和水之外,所有这些行业都属于能源密集型产业 (EEI) 生态系统。P4Planet 当前的优先事项在其 2020 年通过的战略研究和创新议程 (SRIA 2050) 中定义。SRIA 2050 文件详细介绍了一种独特的协作方法,以实现对十个 P4Planet 行业转型至关重要的跨部门创新。该文件制定了 2050 年实现生态和经济可持续的欧洲过程工业的三条途径:
GCSE设计与技术报告
一般性评论9,500名候选人SAT这是GCSE EDUQAS设计和技术论文-99%的候选人确实尝试了所有问题,很高兴看到几乎所有选择并仅回答了一个问题6。百分之五十三的候选人选择了关于自然和制造木材的深入问题。很少有成熟的亚铁和有色金属以及热固性和热形成型塑料。技术知识,材料的可识别特性和设计的可观下降,并在设计周期内建立了过程。问题6的答案和对选定材料的深度知识低于此级别的预期。大流行很可能是推理,我们鼓励中心访问WJEC Secure网站上可用的大量资源,以支持他们的学生准备考试文件。候选人现在对与产品设计相关的可持续性问题有了合理的了解,这些问题是纸上最容易访问的问题。候选人仍然可以很好地回答数学问题,我们确实鼓励中心确保显示所有计算工作,以免在计算最终答案时犯错的人不利;现在,标记已分配用于工作。涉及百分比的计算继续吸引候选人,并且确实需要进一步的练习。弱点继续依靠材料的知识及其相关的工作特性。候选人通常会猜测财产或参考材料的“强度”或“耐用性”,而无需证明其如何或为什么适合所讨论的产品。需要扩大他们对各种家用产品的知识,以确保候选人可以访问这些类型的问题并获得完整的分数。鼓励学生为学生准备与设计周期的设计和过程相关的问题。此外,仍然鼓励练习带和更高的关税问题。很少有候选人能够为这些问题提供完整的分数,因为他们无法提供平衡和/或合理的答案。

难以增强难以提高 -
摘要目前,研究人员面临的主要挑战是提高难以机理(DTM)材料的可加工性。切割工具处理的技术是要克服挑战的方法之一。低温和微波处理是提高切割工具性能的两种有前途的技术,以提高其增强可加工性的有效性。本文介绍了对使用经过处理的切割工具的难以增强难以增强机器材料(例如钛合金,基于镍的合金,铁质合金和复合材料的材料)的可加工性的尝试的审查。这项工作的目的是激励研究人员和学者在该领域进行进一步的研究,发展和创新。关键字加工,低温,微波炉,工具磨损,可加工1.简介钢的较高等级,例如工具钢,不锈钢和硬化钢等。;其他有色金属,即钛,钨和基于镍的合金等;一些复合材料被认为是难以机理(DTM)材料。这些材料在太空,核武器,汽车,船舶建筑和发电等中都有广泛的应用。(Kishawy等人2019)。在使用常规平面工具插入时切割时,它们的可加工性差(Outeiro等人2008)。 高硬度,产量和拉伸强度和低导热率主要导致频繁的工具磨损,高切割力和工作表面质量不佳(Karaguzel等人。2008)。高硬度,产量和拉伸强度和低导热率主要导致频繁的工具磨损,高切割力和工作表面质量不佳(Karaguzel等人。2015)。工具磨损,切割力,表面粗糙度,材料去除速率等是一些主要的可加工指标。工具磨损是加工过程中不可避免的现象,该工具的尖端逐渐磨损,在某个阶段,它停止切割。主要工具磨损类型是:侧面磨损,火山口磨损,鼻子磨损和辅助磨损,如图1.

SIPS 2024 希腊克里特岛:2024 年 10 月 20 日至 24 日
• Abe 国际研讨会(第四届氧化应激对人类可持续发展的国际研讨会) • Anastassakis 国际研讨会(第十届可持续矿物加工国际研讨会) • Dibra 国际研讨会(第四届可持续发展规律及其应用国际研讨会) • Kanatzidis 国际研讨会(第四届材料/固态化学与纳米科学促进可持续发展国际研讨会) • Leite 国际研讨会(第十届先进可持续钢铁制造国际研讨会) • Leuenberger 可持续发展制药科学与工业应用国际研讨会 • Lipkowski 国际研讨会(第四届物理化学及其对可持续发展的应用国际研讨会) • Monteiro 复合材料、陶瓷与纳米材料加工、特性与应用国际研讨会(第十届国际研讨会) • Oktik 国际研讨会(第二届可持续玻璃和聚合物加工与应用国际研讨会) • Ross 国际研讨会(第三届可持续发展地球化学国际研讨会) • Rowlands 国际研讨会(第七届可持续数学应用国际研讨会) • Schultz 国际研讨会(第八届智能与可持续先进铁磁与超导磁体科学国际研讨会(SISAM)) • Stelter 国际研讨会(第十届可持续有色金属冶炼与水力/电化学处理国际研讨会) 获奖者涵盖了材料科学的各个领域,这些领域看似截然不同,但都相互关联,并且有着一个共同的可持续性主题。在此背景下,为了表彰他们,峰会举办了众多国际研讨会,涉及以下领域:炼铁和炼钢;电化学;熔盐和离子液体;先进材料;先进制造;先进技术;铝;农林业;电池;生物提取;生物炭、水泥;煤;涂料;复合材料;陶瓷;建筑材料;碳和生物焦;生态系统;教育;能源生产;环境;铁合金;
GCSE审查员的报告
一般评论9,200名候选人SAT这个GCSE EDUQAS设计和技术论文-99%的候选人确实尝试了所有问题,很高兴看到所有选定和回答一个问题6。几乎60%的候选人选择了关于自然和制造木材的深入问题。很少有成熟的亚铁和有色金属以及热固性和热形成型塑料。平均而言,几乎所有物质领域的授予的商标都是一致的。候选人现在对与产品设计相关的可持续性问题有了合理的了解,这些问题是纸上最容易访问的问题。候选人仍然可以很好地回答数学问题,我们确实鼓励中心确保显示所有计算工作,以免在计算最终答案时犯错的人不利。弱点继续依靠材料的知识及其相关的工作特性。候选人发现很难正确命名现代的复合材料,并且无法命名适合洗涤剂瓶的特定热形式塑料。纺织材料知识也被强调为弱点,很少有人能正确选择与编织织物结构相关的术语,也无法自信地讨论丝绸和聚酯的性质之间的差异/相似性。发现候选人现在正在阅读问题的词干,并且对论文的结构变得更加熟悉。所提供的产品的图像正在帮助候选人访问问题,即使不确定答案,他们现在也在尝试这些问题。仍然鼓励练习带和更高的关税问题。很少有候选人能够为这些问题提供完整的分数,因为他们无法提供平衡和/或合理的答案。评论单个问题/部分Q.1设计和技术及我们的世界是本文的积极开端 - 大多数候选人的表现非常出色,几乎完成了100%的完成尝试。(a)几乎所有候选人都很好地回答了数学问题。很高兴看到候选人阅读该问题以分析给出的数据。大多数候选人都表现出计算工作,这总是鼓励的。大多数候选人给出了“碳足迹”的简单定义。一些候选人需要在他们的回答中提供更多细节,并意识到需要任何解释的问题是必需的。

GA-ASI 特殊工艺清单
AMS2700 1 耐腐蚀钢的钝化 ASTM B912 1 通过电解抛光对不锈钢合金进行钝化 电镀 AMS2460 1 镀铬 AMS-QQ-C-320 1 镀铬(电沉积) AMS2403 1 镀镍(通用) AMS-QQ-N-290 1 镀镍(电沉积) AMS2418 1 镀铜 ASTM B545 1 锡电沉积涂层标准规范 MIL-T-10727 1 锡镀层:电沉积或热浸,用于黑色金属和有色金属 MIL-G-45204 1 镀金,电沉积 ASTM B700 1 银电沉积涂层标准规范 AMS-QQ-S-365 1 银镀层,电镀,一般要求 ASTM B633 1 钢铁上锌电镀层的标准规范 AMS-QQ-Z-325 1 锌涂层,电镀层 ASTM F1941 1 机械紧固件上电镀层的标准规范 AMS2417 1 镀层,锌镍合金 AMS2461 1 镀层,锌镍合金(12 至 16% Ni) AMS-QQ-P-416 1 镀层,镉(电镀) AC7108/10 化学镀 AMS2404 1 镀层,化学镀镍漆 MIL-DTL-18264 1 表面处理,有机,武器系统,应用和控制 MIL-PRF-22750 1 涂层:环氧树脂,高固体MIL-PRF-23377 1 底漆涂层:环氧树脂,高固体 MIL-PRF-85285 1 面漆,飞机和支持设备 UBC90992 2 整流罩,底漆和面漆应用 UBC90990 2 聚氨酯雨蚀涂层干膜润滑剂的应用 MIL-PRF-46010 1 润滑剂,固体薄膜,热固化,防腐 (S-1738) AC7108/7 IVD 铝 MIL-DTL-83488 1 涂层,铝,高纯度(离子气相沉积 (IVD)) 热处理 AMS2770 1 锻造铝合金零件的热处理 AMS2771 1 铝合金铸件的热处理 AMS2759 1 热处理沉淀硬化耐腐蚀、马氏体时效和二次淬火钢件 AMS2769 1 真空下零件热处理 AMS2801 1 钛合金零件热处理 AMS-H-81200 1 钛及钛合金热处理 HIP GPS70001 2 材料要求,Ti-6Al-4V ELI LPBF GPS70003 2 材料要求,铝 F357 LPBF AMS4992 2 铸造,结构熔模,钛合金 6Al-4V 热等静压 AC7102/1 钎焊 AWS C3.7 2 铝钎焊规范 AC7102/3 表面处理 AMS-S-6090 2 渗碳级钢件的渗碳和热处理 核心处理 UBC90983 2* Fab,核心处理 UBC90982 2* Fab,Cycom 5320,夹层复合材料制造UBC90978 2* 湿式覆铜板,Cond,Perm UBC90980 2* Fab,Cycom 5320,层压板 UBC90982 2* Fab,Cycom 5320,夹层 UBC90985 2* 制造,SQRTM,5320-1 UBC90986 2* Tencate EX1522/4581 蜂窝状天线罩结构 UBC90988 2* 囊式制造,Cycom 5320
海军部 9000 C200/ 205 1 月 22 日开始
2.变更:增加对储罐和空隙中的铁质管道进行 NACE 4/SSPC-SP 7 刷式喷砂清理的许可:在 FY-23 标准项目 009-32 更新中增加了新的段落 3.1.4.5,其中规定:“储罐和空隙中的现有铁质管道可按照 NACE 4/SSPC-SP 7 的 2.5 和 2.9 进行准备。” 理由:目前,FY-22,变更 1,标准项目 009-32,段落 3.1.4 要求在储罐内的任何铁质管道上应用相同的 SSPC-SP 10,接近白色金属级别的储罐表面喷砂清洁度。HII-NNS 在其变更提案中指出,要求对铁质管道进行 SSPC-SP 10 会产生涂层表面处理对管壁厚度产生不利影响的风险,并导致更换管道的计划外增长工作。HII-NNS 变更提案指出,航空母舰技术救济函;针对 CVN 74 的 2019 年 9 月 18 日颁布的 9631 Ser 05V/085 号法规、针对 CVN 73 的 2015 年 6 月 15 日颁布的 9631 Ser 05V/097 号法规以及针对 CVN 72 的 2011 年 9 月 20 日颁布的 9631 Ser 11/0600 号法规允许将水箱和空隙中现有的铁质管道和管道组件(饮用水、储备给水或淡水排水收集水箱除外)处理至 SSPC-SP 7 级刷洗喷砂清洁度水平。此外,普吉特海湾海军造船厂 (PSNS) 使用的现行当地工艺指令 IPI 0631-905 Rev F Ch- 2(日期为 2020 年 8 月 20 日)规定:“浸没区域的铁质和有色金属管道和电缆盘的准备方式应与周围区域一致。喷砂该区域时,根据适用情况,将管道准备为 SSPC-SP 7 或 SSPC-SP 16,但不得残留腐蚀或氧化皮。如果遗漏了小区域,可以按照上述规定将其准备为 SSPC-SP 2、SSPC-SP 7 或 SSPC-SP 16(不得在管道或电缆盘上使用机械工具)。除非相关技术规范有明确规定,否则不得对核相关管道进行准备或涂漆。”因此,按照 SSPC-SP 7 准备铁质管道的许可已经在航空母舰和其他级别的船舶上实施。SEA 05P2 没有数据显示按照 SSPC-SP 7 准备的铁质管道的涂层防腐性能不足,因此这一变化将限制涂层表面准备过程损坏管道的风险;使工作实践与现有程序保持一致;加快铁质管道表面准备过程;并减轻更换因表面准备而损坏的铁质管道而导致的进度延误风险。