XiaoMi-AI文件搜索系统
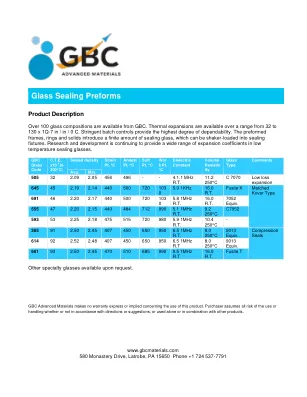
World File Search System预制件

预制件 - 埃塞俄比亚国家学术数字图书馆
自古以来,建筑都是在现场建造的。从第一个原始小屋到金字塔、古罗马和希腊,我们所有的现代城市和伟大文化都离不开男男女女,他们一根一根、一砖一瓦、一个元素一个元素地在建筑工地上工作。随着财富开始提供越来越多的体力劳动和更精湛的工艺,时间被定义为“永恒”,其结果是深远的:有史以来最伟大、规模最大、最华丽的建筑。提高质量意味着投入更多劳动力。扩大范围意味着投入更多劳动力。直到 20 世纪初,我们都从廉价劳动力和大量时间中获益,以实现大型项目范围和最高质量。
头盔、地面部队和跳伞员
3.4.1.1.1 风车预制件结构。风车预制件的结构应与图 8-2-661 所示类似,但尺寸可能有所不同。每个风车应为一块连续的、完整的织物。为了便于成型预制件,风车可在风车 Cf311kr 的 2 1/2 英寸范围内切割,在任何方向上留下至少 5 英寸宽的未切割区域。每个风车上的腿不得超过八个,且尺寸大致相等。除了最内层或最外层预制件层之外,最多两个风车可以通过使用两个半风车连接在一起形成,最小 3 英寸乘 5 英寸的矩形,该矩形与风车所用的材料相同。5 英寸的尺寸应居中并与两个半风车的对接接头平行。这些分段风车层可位于预制件铺层内的任何位置。风车预制件应使用类似于图 8-2-661 的三个冠层组装,以便壳体的任何横截面积上织物层不少于 19 层。风车预制件应相互叠加,以使每层的间隙与所有其他层的间隙相抵消。当 16 个风车预制件正确成型并相互叠加时,可以使用它们获得所需的 19 层织物。风车预制件中的间隙宽度不得超过 3/32 英寸。不得有宽度超过 1/2 英寸的褶皱、皱纹或折痕。长度小于 1/2 英寸的任何褶皱、皱纹或折痕都应平滑。

5083-H321 板的探索性预制件应力腐蚀测试,用于 ASTM 工作组,G01
2000-2001 年,在太平洋西北部建造的几艘巡逻艇和双体渡轮上发现了 5083-H321 镀层结构开裂。实地调查和金相研究得出结论,开裂是应力腐蚀开裂 (SCC) 的结果。Mg 2 Al 3 相的选择性连续晶界沉淀的存在,导致晶间、剥落和应力腐蚀开裂,这是冶金加工不当的结果。1 30 年前就发现了同样的问题,并有充分的记录。2 2004 年为船用铝合金制定了新的 ASTM 标准 B928。其目的是防止这些故障再次发生。 B928 要求生产商证明其 –H321 和 –H116 状态的船用合金产品 (2) 2 符合抗晶间腐蚀 (IGC)、剥落和应力腐蚀开裂 (SCC) 性能,这些性能通过 ASTM G66 (ASSET)、ASTM G67 硝酸质量损失试验 (NAMLT) 和金相检验确定。请参阅 B928 第 9.2、9.3 和 9.4 段。 3

GaN 晶圆级 AuSn 焊料沉积
关键词:GaN、焊料、AuSn 焊料、溅射、共晶、芯片粘接摘要对于 GaN MMIC 芯片粘接,经常使用 80%Au20%Sn 共晶焊料。通常的做法是使用预制件 AuSn 将芯片粘接到 CuW 或其他一些基板上。在此过程中,操作员可能需要将预制件切割成芯片尺寸,然后对齐预制件、芯片和基板。由于操作员需要同时对齐三个微小部件(预制件、芯片和基板),因此这是一个具有挑战性的过程,可能需要返工。此外,预制件厚度为 1mil(在我们的例子中),这可能导致过量的焊料溢出,需要清理,因为它会妨碍其他片外组装。整个芯片粘接过程可能很耗时。在本文中,我们描述了一种在分离芯片之前在 GaN 晶圆上使用共晶成分溅射靶溅射沉积共晶 AuSn 的方法。它消除了预制件和芯片的对准,并且不会挤出多余的 AuSn。通过使用共晶溅射靶,它还可以简化靶材制造。下面给出了芯片粘接结果。引言宽带微波 GaN MMIC 功率放大器在国防和通信应用中具有重要意义。随着设备性能的提高,芯片粘接变得非常重要,因为它会极大地影响 MMIC 的热预算。80%Au/20%Sn 焊料已用于半导体应用超过 50 年,通常作为冲压预制件。然而,由于需要将 MMIC 芯片中的多个小块和焊料预制件对准到载体上,因此芯片粘接过程可能很繁琐且耗时。在芯片分离之前在整个晶圆上溅射沉积 AuSn 将大大简化芯片粘接过程。然而,溅射的 AuSn 成分对于正确的焊料回流至关重要。由于 Au 和 Sn 的溅射产率不同,AuSn 溅射靶材的化学性质和沉积的 AuSn 薄膜之间存在显著的成分变化 [参考文献 1]。下图 1 显示了 Au-Sn 相图。通过仔细控制溅射参数(功率、压力和氩气),我们能够从共晶成分溅射靶中沉积共晶 AuSn。制造共晶成分溅射靶要容易得多/便宜得多。

采用结构光扫描混合制造碳纤维铺层因瓦合金模具
本文介绍了增材制造预制件五轴加工的坐标系定义和传输。在该方法中,将一组基准点连接到临时连接到零件的部件上,并使用结构光扫描仪校准它们相对于预制件几何形状的位置。然后可以在机床中测量这些基准点,以确定零件的位置和方向。该方法通过对增材制造的因瓦合金预制件的碳纤维铺层模具进行精加工来演示。除了展示加工零件所需的坐标传输方法外,还讨论了加工增材制造预制件的几个关键挑战,并提出了潜在的解决方案。不幸的是,由于增材工艺留下的零件内部孔隙,最终零件最终无法使用。未来的工作将重新制造该零件,同时采取措施避免孔隙和遇到的其他挑战。© 2022 制造工程师协会 (SME)。由 Elsevier Ltd. 出版。保留所有权利。这是一篇根据 CC BY-NC-ND 许可协议开放获取的文章(http://creativecommons.org/licenses/by-nc-nd/4.0/)由 NAMRI/SME 科学委员会负责同行评审。关键词:增材制造;铣削;结构光扫描;计量学;基准点



利用热拉伸法制造具有复杂特征的光纤
摘要:高纵横比聚合物材料广泛应用于从服装等日常材料到工业和医疗领域的专用设备等各种应用领域。传统的制造方法,如挤压和模塑,在整合各种材料和实现复杂几何形状方面面临挑战。此外,这些方法在提供低成本和快速原型设计方面的能力有限,而这对于研发过程至关重要。在这项工作中,我们研究了使用市售的 3D 打印机来制造纤维预制件,然后将其热拉成纤维。通过优化 3D 打印参数,我们成功制造了直径小至 200 µm 且形状复杂、特征精确到几微米的纤维。我们通过从各种材料中制造纤维(例如具有不同刚度的纤维和具有磁性的纤维)证明了这种方法的多功能性,这有利于开发肌腱驱动和磁驱动的机器人纤维。此外,通过设计新颖的预制件几何形状,我们生产了锥形纤维和具有互锁机制的纤维,也适用于医疗可控导管应用。这些进步凸显了这种方法的可扩展性和多功能性,为生产用于各种应用的高精度聚合物纤维提供了一个强大的平台。关键词:增材制造;3D 打印;预制件制造;热拉伸;多材料纤维;功能纤维;纤维致动器

使用反应膜进行电子应用的快速局部焊接
摘要 — 快速局部加热技术允许连接对温度敏感的材料和组件,而不会出现高温焊料回流工艺中常见的热损伤。这对于制造热膨胀系数差异较大的材料组件也很有利,不会产生弯曲或开裂。使用夹在焊料预制件之间的放热反应箔是一种很有前途的局部快速焊接工艺,因为它不需要任何外部热源。反应箔由交替堆叠的 Ni 和 Al 纳米层形成,直到达到总膜厚度。一旦使用外部电源激活薄膜,就会发生反应并释放出一定量的能量,这些能量会转移到焊料预制件上。如果这个能量足够高,焊料预制件就会熔化并确保组件材料之间的粘合。研究了施加的压力、反应膜 (RF) 厚度以及焊料和附着材料的化学成分和厚度的影响。结果表明,工艺过程中施加的压力对接头初始质量有很大影响,当压力值在 0.5 到 100 kPa 之间时,空洞率从 64% 降至 26%。这可以通过在较高压力下焊料流动性改善从而带来更好的表面润湿性并消除空洞来解释。另外,一旦焊料熔化时间增加,接头质量就会改善。当反应箔的厚度增加(额外的感应能量)或焊料、Cu 和/或 Si 的厚度减少(更少的能量消耗)时可以观察到这种关系。由于冷却速度高,与在炉中使用传统焊料回流工艺获得的结构相比,使用 RF 实现的 AuSn 接头的微观结构显示出非常细的相分布。在 100 kPa 压力下,对组装在活性金属钎焊基板上的 350 mm 厚硅二极管进行剪切试验,以评估接头的机械性能。RF 厚 60 mm,夹在两个 25 mm 厚的 96.5 Sn 3 Ag .5 Cu (SAC) 预制件之间。测试样品的空隙率约为 37%,剪切强度值超过 9.5 MPa,远高于 MIL-STD-883H 要求。最后,将工艺对组装二极管电气性能的影响与常用的焊料回流组件进行了比较,结果显示变化可以忽略不计。