XiaoMi-AI文件搜索系统
World File Search System首件

CAR T细胞第一年的首年后续建议/肿瘤学家
ld =淋巴结序。*ANC <0.5,白血病,先前的同种异体干细胞移植,治疗类固醇,Tocilizumab或Anakinra,先前的IFI,4+以前的治疗行时,高ICAHT风险。ω如果在输注后1年的CD4计数<200在PJP预防持续的益处 /益处。t最佳替代毒性IgG阳性患者。不被药品保健覆盖。理想地用高脂餐服用以优化吸收。¥与G6PD缺乏症患者(应在开始之前进行G6PD筛查)。谨慎使用Sulfa过敏的患者。

主题:笔记本电脑支架和其他 10 件物品 规格:附有报价单...
5. 规格书发行地点、合同条款等的记载地点、咨询处及提交地点 防卫省情报本部网站(https://www.mod.go.jp/dih/service.html) 〒162-8806 东京都新宿区市谷本村町 5-1 防卫省情报本部总务部会计课(联系人:大西先生) 电话:03-3268-3111(内线 31752) 直拨传真:03-5225-9641
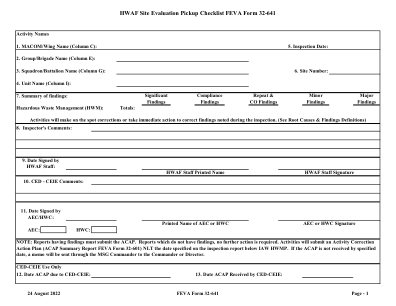
HWAF 场地评估取件清单 FEVA 表格 32-641
注意:有调查结果的报告必须提交 ACAP。没有调查结果的报告无需采取进一步行动。活动将提交活动纠正行动计划(ACAP 摘要报告 FEVA 表格 32-601)NLT IAW HWMP 下方检查报告中指定的日期。如果未在指定日期之前收到 ACAP,将通过 MSG 指挥官向指挥官或主任发送备忘录。

圆柱形件数控车削加工同轴度误差分析及优化
摘要 在工业应用中,具有精确几何公差的高精度旋转轴通常以微米级的间隙安装在齿轮和壳体之间。在大多数此类应用中,动态循环载荷是不可避免的,这会对关键部件的疲劳寿命产生不利影响。在加工过程中确保严格的尺寸公差和同轴度是非常必要的,因为它会影响许多应用中的旋转特性。因此,同轴度误差的控制在旋转轴和高精度机床中起着至关重要的作用。然而,使用高精度加工会大大增加制造成本。因此,一种能够潜在地降低同轴度误差的经济高效的加工工艺具有很高的工业重要性。本研究试图通过优化参数(切削速度、进给速度、切削深度和切削刀尖半径)来实现圆柱形加工零件的最小同轴度误差。计划进行以下实验:中心复合设计矩阵和统计分析应用响应面法确定了机器参数对高强度 Al 7075 合金同轴度误差的影响。进给速度和切削深度因素对同轴度误差有显著影响。所有加工参数对同轴度误差均表现出非线性影响,这定义了强相互作用因素的影响。通过确定一组加工参数,即应用 Big-Bang 和 Big Crunch 和 Rao(Rao-1、Rao-2 和 Rao-3)算法,利用推导出的经验方程来最小化同轴度误差。Rao 算法在计算工作量和求解精度方面均优于 Big-Bang 和 Big Crunch 算法。通过实验验证了 Rao 算法的结果,同轴度误差降低了 1.013 µm,与 CCD 实验相比提高了 72.6%。
学科国内委托教育(系统管理相关)数据库...
防卫省情报本部网站(https://www.mod.go.jp/dih/service.html)〒162-8806 东京都新宿区市谷本村町5-1 防卫省情报本部总务部会计课(联系人:高田)电话:03-3268-3111(内线31752)直拨传真:03-5225-9641

高等法院命令为人工智能在案件审理中奠定基础
• 及时识别和通知生成性人工智能问题的义务。您可以在 nccourts.org 的 Cabarrus 县网页上找到该命令,但我将在下面回顾一些要点。在开始讨论该命令之前,我想提一下 Farahany 教授今年夏天的一项作业。她喜欢在工作中使用人工智能,并鼓励我们班的学生思考这些工具如何帮助我们。为了熟悉这些工具,我们被分配使用 You.com、Perplexity、Claude、Humata、ChatGPT、Gemini、Midjourney 和 Dall-E 等人工智能工具研究、起草和说明任何主题的一页论文,并反思我们学到的东西。如果您不熟悉人工智能工具,我建议您也完成作业。虽然其中许多工具至少有免费试用版,但我已经以每月 20 美元的价格升级到 ChapGPT4.O。这些工具帮助我研究和撰写了北卡罗来纳州淘金的最佳地点(当然是卡巴勒斯县的里德金矿)。订单的亮点包括:
圆柱形件数控车削加工同轴度误差分析及优化
摘要 在工业应用中,具有精确几何公差的高精度旋转轴通常以微米级的间隙安装在齿轮和壳体之间。在大多数此类应用中,动态循环载荷是不可避免的,这会对关键部件的疲劳寿命产生不利影响。在加工过程中确保严格的尺寸公差和同轴度是非常必要的,因为它会影响许多应用中的旋转特性。因此,同轴度误差的控制在旋转轴和高精度机床中起着至关重要的作用。然而,使用高精度加工会大大增加制造成本。因此,一种能够潜在地降低同轴度误差的经济高效的加工工艺具有很高的工业重要性。本研究试图通过优化参数(切削速度、进给速度、切削深度和切削刀尖半径)来实现圆柱形加工零件的最小同轴度误差。计划进行以下实验:中心复合设计矩阵和统计分析应用响应面法确定了机器参数对高强度 Al 7075 合金同轴度误差的影响。进给速度和切削深度因素对同轴度误差有显著影响。所有加工参数对同轴度误差均表现出非线性影响,这定义了强相互作用因素的影响。通过确定一组加工参数,即应用 Big-Bang 和 Big Crunch 和 Rao(Rao-1、Rao-2 和 Rao-3)算法,利用推导出的经验方程来最小化同轴度误差。Rao 算法在计算工作量和求解精度方面均优于 Big-Bang 和 Big Crunch 算法。通过实验验证了 Rao 算法的结果,同轴度误差降低了 1.013 µm,与 CCD 实验相比提高了 72.6%。
第 48 届拍卖会 - 单件拍品 亚洲 / 主题 / 海外
这些诗句是拉迪亚德·吉卜林(1865 - 1936;《丛林之书》作者)1890 年的诗歌《曼德勒》(又名《通往曼德勒之路》)的开头,这首诗美化了英国对缅甸的殖民统治。 ,但尤其是今天在缅甸等地。之所以不被提及,只是因为它对佛像做出了傲慢/亵渎的评论(“用泥土做成的盛开的偶像”),而在 20 世纪 60 年代早期,许多德国学生仍必须在英语课上死记硬背它。吉卜林诗中提到的很多东西,如今在缅甸仍然可以找到,无论是古老的河船(“古老的芙蓉躺卧之处”),还是每座宝塔里无数的“寺庙钟声”,信佛拜佛所谓“佛陀最喜欢的国家”,甚至偶尔会看到缅甸妇女抽着雪茄(“抽着刺鼻的白色雪茄”)。
圆柱形件数控车削加工同轴度误差分析及优化
摘要 在工业应用中,具有精确几何公差的高精度旋转轴通常以微米级的间隙安装在齿轮和壳体之间。在大多数此类应用中,动态循环载荷是不可避免的,这会对关键部件的疲劳寿命产生不利影响。在加工过程中确保严格的尺寸公差和同轴度是非常必要的,因为它会影响许多应用中的旋转特性。因此,同轴度误差的控制在旋转轴和高精度机床中起着至关重要的作用。然而,使用高精度加工会大大增加制造成本。因此,一种能够潜在地降低同轴度误差的经济高效的加工工艺具有很高的工业重要性。本研究试图通过优化参数(切削速度、进给速度、切削深度和切削刀尖半径)来实现圆柱形加工零件的最小同轴度误差。计划进行以下实验:中心复合设计矩阵和统计分析应用响应面法确定了机器参数对高强度 Al 7075 合金同轴度误差的影响。进给速度和切削深度因素对同轴度误差有显著影响。所有加工参数对同轴度误差均表现出非线性影响,这定义了强相互作用因素的影响。通过确定一组加工参数,即应用 Big-Bang 和 Big Crunch 和 Rao(Rao-1、Rao-2 和 Rao-3)算法,利用推导出的经验方程来最小化同轴度误差。Rao 算法在计算工作量和求解精度方面均优于 Big-Bang 和 Big Crunch 算法。通过实验验证了 Rao 算法的结果,同轴度误差降低了 1.013 µm,与 CCD 实验相比提高了 72.6%。
圆柱形件数控车削加工同轴度误差分析及优化
摘要 在工业应用中,具有精确几何公差的高精度旋转轴通常以微米级的间隙安装在齿轮和壳体之间。在大多数此类应用中,动态循环载荷是不可避免的,这会对关键部件的疲劳寿命产生不利影响。在加工过程中确保严格的尺寸公差和同轴度是非常必要的,因为它会影响许多应用中的旋转特性。因此,同轴度误差的控制在旋转轴和高精度机床中起着至关重要的作用。然而,使用高精度加工会大大增加制造成本。因此,一种能够潜在地降低同轴度误差的经济高效的加工工艺具有很高的工业重要性。本研究试图通过优化参数(切削速度、进给速度、切削深度和切削刀尖半径)来实现圆柱形加工零件的最小同轴度误差。计划进行以下实验:中心复合设计矩阵和统计分析应用响应面法确定了机器参数对高强度 Al 7075 合金同轴度误差的影响。进给速度和切削深度因素对同轴度误差有显著影响。所有加工参数对同轴度误差均表现出非线性影响,这定义了强相互作用因素的影响。通过确定一组加工参数,即应用 Big-Bang 和 Big Crunch 和 Rao(Rao-1、Rao-2 和 Rao-3)算法,利用推导出的经验方程来最小化同轴度误差。Rao 算法在计算工作量和求解精度方面均优于 Big-Bang 和 Big Crunch 算法。通过实验验证了 Rao 算法的结果,同轴度误差降低了 1.013 µm,与 CCD 实验相比提高了 72.6%。