XiaoMi-AI文件搜索系统
World File Search System高热

用于中子辐射屏蔽的工程塑料 - MCAM
氢含量高的材料可以最有效地屏蔽快中子。它们通过与氢原子碰撞而减速到热能。热中子可以通过高热中子截面材料(如硼)的存在而几乎消除。初级伽马射线最好用铅或其他高密度材料屏蔽。次级伽马射线是由氢捕获热中子而产生的。这些捕获伽马射线可以通过添加硼来最小化。
JEC世界2024访问
•氧化铝和mullite纤维(仍处于R&D相)等值型•碳/玄武岩混合动力 - 向一个方向进行导电•氧化铝涂覆的玄武岩 - 高热绝缘•对Tandelta测量非常感兴趣。Hexcel•Quartz Fabric -100UM,Quartzel 3M的潜在替代品•Nextel(氧化铝)织物 - 用于高温(> 1000C)应用
r e V i e W临床特征和对血液学恶性肿瘤患者的高热中性粒细胞减少症经验抗菌治疗的优化
目的:由于2011年传染病学会(IDSA)的经验治疗指南(FN),病原体概况和治疗中新兴挑战的发生了重大变化。这些包括增加多药耐药(MDR)细菌的患病率以及革兰氏阴性或革兰氏阳性细菌(GPB)的分布变化。该研究旨在更新和优化血液恶性肿瘤(HM)患者的经验治疗策略,该人群特别容易受到这些不断发展的威胁的影响。方法:在2010年1月至2023年12月在HM患者中对FN的经验治疗之间发表的研究进行了文献综述,重点是病原体特征,治疗方案和治疗持续时间。结果:大约三分之一的HM FN患者出现未知来源(FUO),而40-50%的HM患者患有临床记录的感染(CDI),有10-30%的感染含量为10-30%,具有微生物学有记录的感染(MDI),占革兰氏阴性细菌(GNB)的占主导地位(GNB)。诸如延长的中性粒细胞减少症,先前的宽光谱抗生素使用以及先前具有抗药性细菌感染的因素与MDR感染有关。头孢菌素,哌拉西林/tazobactam(PTZ)和碳青霉烯是高危HM患者的可行经验治疗,尽管头孢酸单一疗法的优势仍然不确定。。经验宽光谱抗生素可以在48小时的临床稳定性和呼吸症后安全停用。结论:正确选择经验抗生素和确定最佳治疗持续时间对于降低抗生素耐药性和改善HM FN患者的预后至关重要。这些发现强调了需要更新的临床准则,这些指南解决了不断发展的病原体特征和MDR感染的日益增长的挑战。
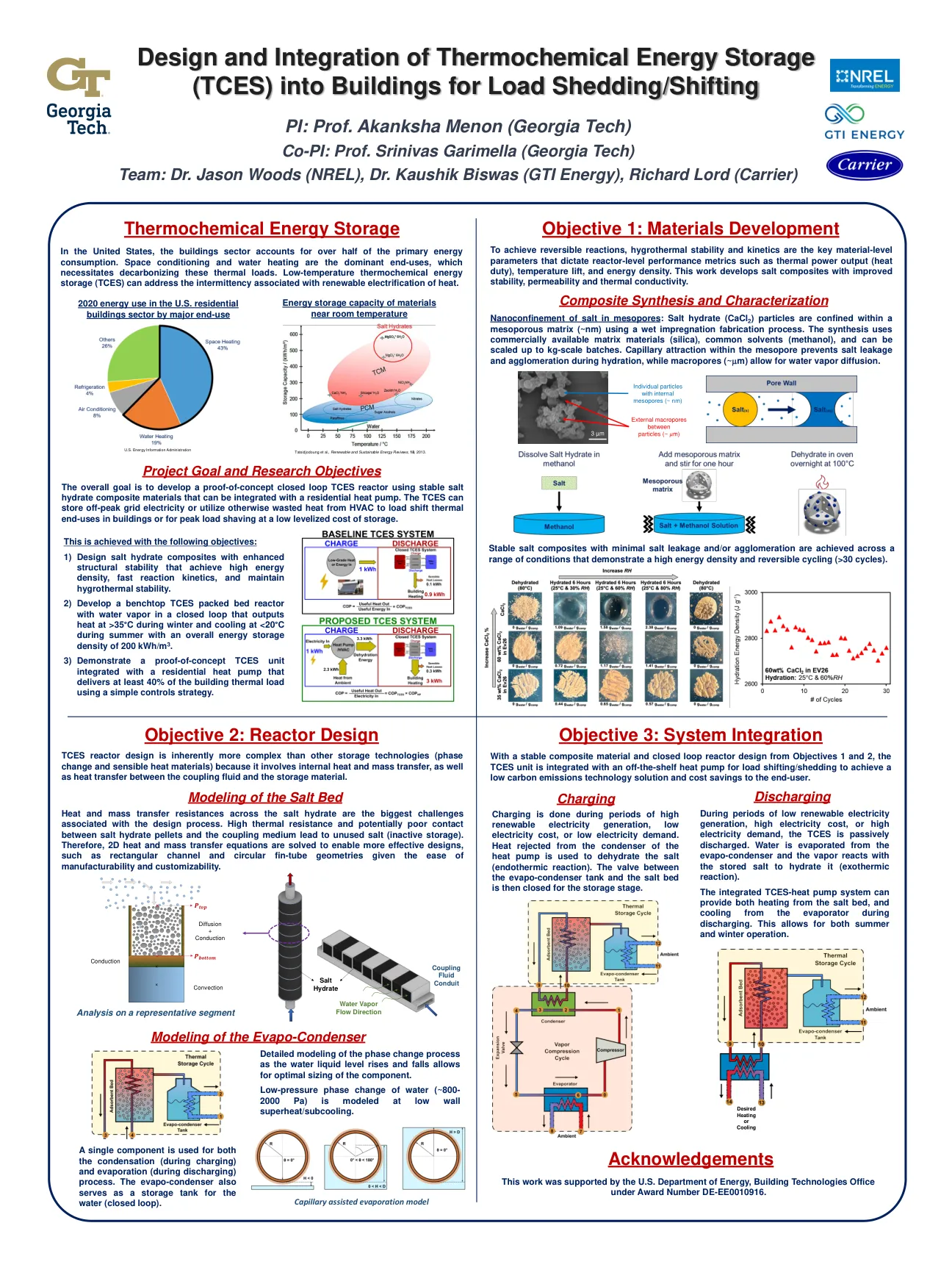
热化学储能 (TCES) 的设计与集成,用于建筑物的负荷削减/转移
盐水合物中的热阻和传质阻力是设计过程中面临的最大挑战。盐水合物颗粒和耦合介质之间的高热阻和潜在接触不良会导致盐未被利用(非活性储存)。因此,求解二维热阻和传质方程可实现更有效的设计,例如矩形通道和圆形翅片管几何形状,便于制造和定制。

RF连接器在量子计算中的重要作用
振动和机械态度可以在射频信号中纳入RF信号,这意味着必须在量子计算中使用的连接器进行机械稳健且稳定,从而表明连接保持安全并且不受微小化的范围。使用具有低电阻和高热电导率的材料有助于降低噪声。有时在高级连接器中使用超导材料来达到接近零的电阻,从而最大程度地减少了热噪声。

RF连接器在量子计算中的重要作用
振动和机械态度可以在射频信号中纳入RF信号,这意味着必须在量子计算中使用的连接器进行机械稳健且稳定,从而表明连接保持安全并且不受微小化的范围。使用具有低电阻和高热电导率的材料有助于降低噪声。有时在高级连接器中使用超导材料来达到接近零的电阻,从而最大程度地减少了热噪声。
制造过程和型式批准等 - KR e-class
第 1 节。一般····················································································································· 3 第 2-1 节。轧制钢材·········································································································· 7 第 2-2 节。轧制钢材半成品··········································································· 14 第 2-3 节。用于高热输入焊接的轧制钢材 ····························· 16 第 3 节。钢管 ································································································ 18 第 4 节。铸件和钢锻件 ·· ...第 5 节。特殊要求的曲轴 ································································ 22 第 6 节。铝合金 ········································································································································· 25 第 7-1 节。铜合金铸件······························································································· 28 第 7-2 节。铜和铜合金管 ··············································································· 29 第 8 节。特殊铸铁阀门 ·· ... ·· ...链条配件· ... ·· ... ·························································································· 50
制造工艺和...审批指南 - KR e-class
第 1 节。一般····················································································································· 3 第 2-1 节。轧制钢 ············································································································ 7 第 2-2 节。轧制钢半成品 ························································································ 15 第 2-3 节。用于高热输入焊接的轧制钢 ··········································· 17 第 2-4 节。YP47钢板········································································································· 19 第2-5节。具有改进的疲劳性能的船体结构钢 ····························· 21 第 3 节。钢管 ··································································································· 24 第 4 节。铸件和钢锻件·· ... ·· ...铜和铜合金管 ·············································································· 35 第 8 节。特殊铸铁阀门 ·· ... ·· ...船用链条附件····························································································· 44 第 10-3 节。海上链条和链条附件·································································· 46 第 11 节。钢丝绳· ... ·· ... ·························································································· 60

RYR1 相关肌病的最新进展
&& ];然而,RYR1-RM 患者的临床和组织病理学特征与易患恶性高热和/或劳力性横纹肌溶解症的患者有相当大的重叠。这种重叠凸显了对 RYR1 突变患者进行警惕的临床管理以及考虑恶性高热风险的必要性 [11]。根据意大利的一项研究报告,研究人员调查了 153 名患有核心肌病(核心和微核心)的患者中的 RYR1 突变 [12]。其中,他们发现 68 例至少有一个 RYR1 基因突变。此外,他们还检查了核心肌病的基因型-表型相关性,发现孔域中的突变与胎儿运动减少、挛缩和足部畸形有关。研究还强调,RYR1 基因其他区域突变的患者表现出不同的临床表现,包括肌肉强度、呼吸功能的差异以及脊柱侧弯的存在,这表明 RYR1-RM 的复杂性和多样性 [12]。最近的研究结果扩大了 RYR1-RM 的病理谱。研究人员在两例管状聚集性肌病 (TAM) 患者中发现了 RYR1 突变 (p.Thr2206Met 和 p.Gly2434Arg),该病的特征是 CK 水平升高和由重复的肌肉收缩或暴露于寒冷引起的阵发性僵硬。值得注意的是,这两种突变也主要在恶性高热易感性 (MHS) 个体中检测到,突显了与 RYR1 突变相关的重叠临床表现 [6