XiaoMi-AI文件搜索系统
World File Search System接线盒
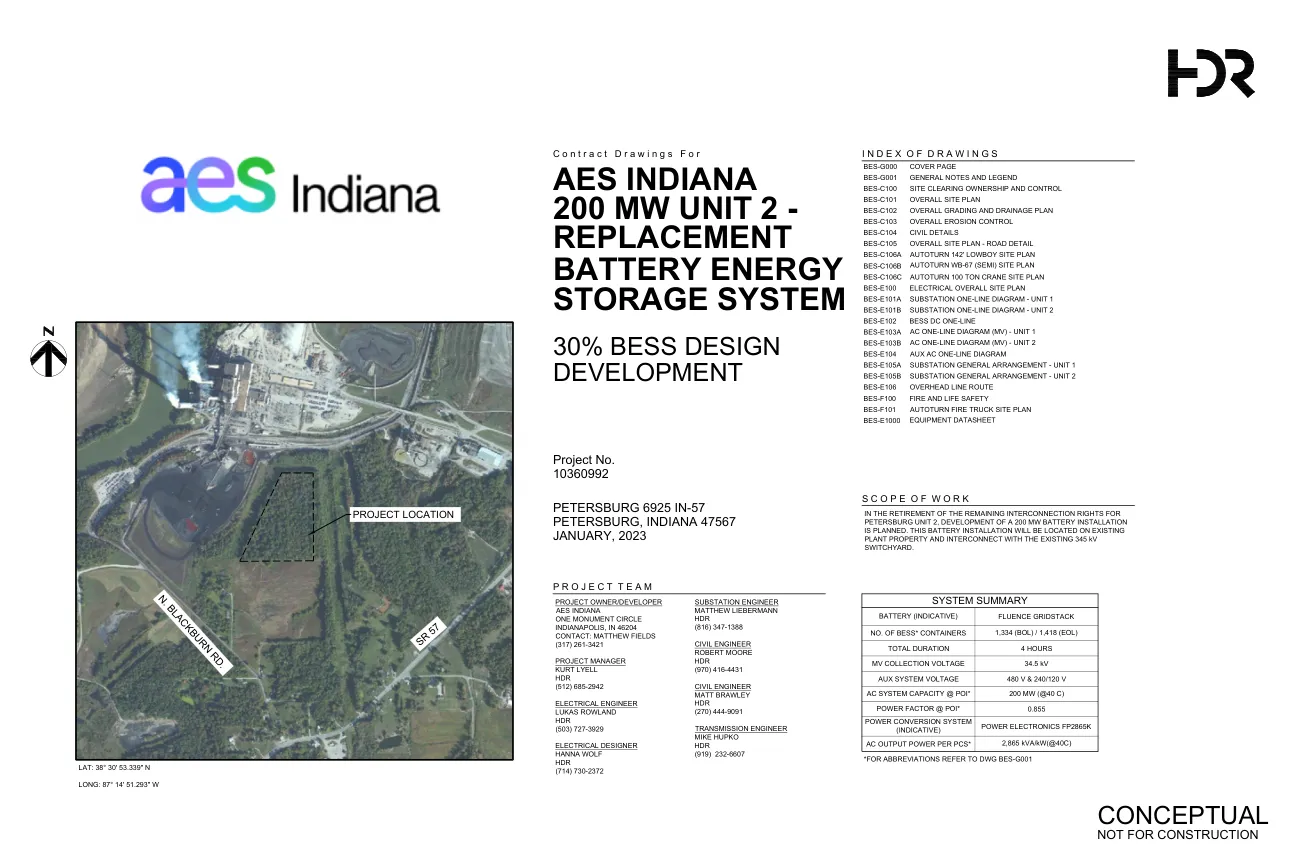
更换电池储能系统
AC 交流电 ACD 交流断路器 AC-FT 英亩英尺 ADJ 可调 AHJ 具有管辖权的机构 ALT 交流电 AL 铝 APPROX 近似 AUX 辅助 AWG 美国线规 AZ 方位角 BESS 建筑储能系统 BOL 使用寿命开始 BIL 基本绝缘水平 BLDG 建筑 BOC 电池背面 C 摄氏度 C/L 中心线 CB 组合箱 CLR 清晰 CN 同心中性 CONT 连续 CONFIG 配置 CT 电流变压器 CU 铜 DAS 数据采集系统 DC 直流 DIA 直径 DISC 断路器 DWG 图纸 (E) 现有 EGC设备接地导体 EMT 电气金属管 EOL 寿命终止 EOR 记录工程师 EQ 相等 F 华氏度 FCI 故障电流指示器 FO 光纤 FT 固定倾斜 GALV 镀锌 GEC 接地电极导体 GFDI 接地故障检测器中断器 GHI 整体水平辐照度 GOAB 联动空气断路器 GND 接地 GSU 发电机升压变压器 HV 高压 ID 内径 INV 逆变器 IMC 中间金属导管 IMP 阻抗 ISU 逆变器升压变压器 JB 接线盒 kV 千伏,千伏kW 千瓦,千瓦 LBOR 负荷断路器 油浸旋转 LFNC 液密柔性非金属导管 LV 低压 MCB 主断路器 MCOV 最大连续工作电压 MIN 最小 MET 气象站 MOV 金属氧化物压敏电阻 MV 中压 MVA 兆伏安,兆伏安 MW 兆瓦,兆瓦 NEC 国家电气规范 NEG 负极 NTRL 中性线 OAE 或认可相等 OC 中心 OCPD 过流保护装置 OCTE 户外核心电信外壳 OD 外径 OH 架空OTDR 光时域反射仪 PCS 功率转换系统 PH/P 相位 POA 阵列平面 POCC 公共耦合点 POI 互连点 POS 正极 PRCLF 部分范围电流限制 PT 电压变压器 PV 光伏 PVC 聚氯乙烯 RFI 信息请求 RMC 刚性金属导管 SAT 单轴跟踪 SCADA 监控和数据采集 SCB 串式组合器箱 SCH 时间表 SF 平方英尺/英尺 SIM 类似 STC 标准测试条件 TBD 待定 TOF 基础顶部 TW 测试井 TYP 典型 UGPB 地下拉力箱体 (UON) 除非另有说明 UPS 不间断电源 V 伏,伏特 VA 伏安,伏安 VAC 伏特交流电 VDC 伏特直流电 VIF 现场验证 WP 防风雨 WS 气象站 XFMR 变压器

ISO6740-Q1,ISO6741-Q1,ISO6742-Q1 ISO7741.pdf 区域体系结构如何铺平通往完全软件的方式... 使用MSPM0 AEC- ... 设计更智能的汽车系统 EMC合规性测试 如何设计一个用于高级电动汽车电池管理系统的智能电池接线盒 TLV9051 / TLV9052 / TLV9054 5MHz,15V / µs高slew- ... < / div> TMCS1127 250KHz Hall-hall效果电流传感器,带有增强隔离工作电压和环境场拒绝数据表
•功能安全性 - 可用于帮助功能安全系统设计的文档设计:ISO6740-Q1,ISO6741-Q1,ISO6742-Q1•AEC-Q1•AEC-Q100具有以下结果: - 设备温度级:1:–40°C至125°C的环境隔离范围•隔离范围•50M隔离率•50m在1500V RMS的工作电压下 - 高达5000V RMS隔离额定值 - 高达10kV的电压 - ±150kV/μs典型的CMTI•供应范围:1.71V至1.89V至1.89V至2.25V至2.25V至5.5V至5.5V•1.71V•1.71V•1.71V至5.5V级至5.5V级别•默认输出•ISO674X-Q1-1674X-Q1-ef(ISO674X-Q1) per channel typical at 1Mbps • Low propagation delay: 11ns typical • Robust electromagnetic compatibility (EMC) – System-level ESD, EFT, and surge immunity – ±8kV IEC 61000-4-2 contact discharge protection across isolation barrier – Low emissions • Wide-SOIC (DW-16) Package • Safety-Related Certifications : – DIN EN IEC 60747-17 (VDE 0884-17) - UL 1577组件识别程序 - IEC 62368-1,IEC 61010-1,IEC 60601-1 - GB 4943.1

选择性焊接组件的设计改进
摘要 选择性焊接以及针入膏回流和压配是通孔元件的主要组装方法。回流工艺受元件尺寸和耐热性的限制。当出现无法修复的缺陷时,压配的成本会变得昂贵。电子制造服务意识到表面贴装技术 (SMT) 无法完全取代通孔技术。选择性焊接工艺提供了在不同层面进行焊接连接的机会,连接外壳、接线盒、铝部件、堆叠 PCB 等。新电路板组件的设计人员可以从现代选择性焊接机提供的专用焊接喷嘴和机器人功能中受益。选择性焊接可以在一定角度(倾斜)下实现,如波峰焊或水平实现,使用不同形状的喷嘴和喷嘴材料。它们都具有不同的特性,可以应用于成功焊接最复杂的组件。为了优化生产和焊接效率,装配工程师应参与装配工艺的设计。在实施新的设计和装配工艺时,选择性焊接工艺和喷嘴技术的知识可能会带来竞争优势。已经开展了研究来确定与相邻元件(尤其是表面贴装器件 (SMD))的最小距离。提出的问题包括“什么样的引脚与孔的比率可以提供最佳的孔填充效果?”和“助焊剂的选择对焊接结果有多大影响,应该使用哪种喷嘴?”历史数据与几个实验设计相结合,寻找焊接缺陷,例如桥接,同时也寻求工艺优化以实现最佳孔填充效果。孔填充对于高热质量电路板至关重要。厚铜层从预热和液态焊料中吸收大量热量。特殊的设计修改将导致焊料桶中产生更多热量,从而将焊料引导到电路板的焊接目标侧。将正确的喷嘴选择与正确的焊料加速和减速相结合,将确保即使是最难创建的接头也能满足 IPC-A-610 的要求。简介印刷电路板 (PCB) 组装的焊接要求变得越来越关键。汽车行业往往禁止修复焊接缺陷,这使得了解焊接工艺和材料特性变得更加重要,以避免过多的浪费和成本。许多设计都源于波峰焊接,通过进行一些简单的改进来增强与选择性焊接应用的兼容性,可以大大减少缺陷。如果应用了针对稳健选择性焊接工艺的特定规则,则可以在组件的设计阶段消除许多缺陷。这包括材料选择以及与电路板设计相关的属性。本文详细介绍了通过应用设计规则来预防缺陷的方法,这些规则是为使用不同焊接方法的选择性焊接工艺而制定的。这些规则包括处理电路板的建议(放置精度、翘曲等)、焊盘尺寸、与周围 SMD 或其他元件的距离、通过设计特殊通孔或改进焊盘结构来改善电路板的热传递等等。这些规则对于含铅和无铅应用是相同的,尽管无铅应用更难实现,因为合金的熔点更高、铜浸出增加、焊料污染以及实现充分孔填充的难度更大。要解决的问题选择性焊接需要对该工艺有一定的了解。关键主题是电迁移(由于助焊剂过多)、桥接、通孔填充(热问题)和焊锡球。1. 电迁移和选择性焊接