XiaoMi-AI文件搜索系统
World File Search System硬化剂
cw 30334 in
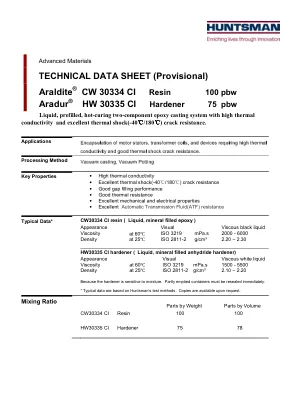
CW30334 CI和HW30335 CI包含填充剂,随着时间的推移会定居。因此,建议在使用前仔细化容器的完整内容。在生产设备的存储容器中,应不时搅拌预填充的产品,以避免沉积和不规则计量。为了促进搅拌和去除,将高度填充的组件加热到原始容器中的60-80°C(例如,在烤箱中过夜)。铸造混合物应在1 -5 mbar的真空度下在70-80°C的固定储罐中均质化树脂成分,在50-60°C下保持储罐B的硬化剂组件,真空度为2-5 mbar。确定是否已完成交联,最终属性是最佳的,必须对实际物体进行相关测量或测量玻璃过渡温度。客户制造过程中的不同凝胶和治愈循环可能会导致不同程度的交联,从而导致玻璃过渡温度不同。应注意,需要某些最低固定温度和时间才能达到树脂系统中最高的交联密度。树脂系统CW30334 CI/HW30335 CI的最低固定温度为120-130°C。处理数据混合粘度在60℃ISO3219 MPA.S 3000-5000混合粘度在80℃ISO3219 MPA.S 1200-1800

高级材料-Erisys®GE -31
财产凝胶时间(最小)39 37 36 33 32拉伸强度(MPA)78 74 67 67 67 68拉伸伸长伸长(%)8.1 8.1 7.8 9.5 9.5 9.5拉伸模量(MPA)1379 1349 1344 1344 1282 1255 1255 1255 1255 1255 1255 1255挠曲强度(MPA)87 87 85 80 79 79 79 79 79 79 79 79 79 79 79 79 76 76挠性(MPA) 1979 Compressive Yield Strength 107 101 99 91 91 Compressive Modulus (MPa) 1579 1613 1579 1579 1737 Shore D Hardness 85 88 86 85 82 Tg (°C) 116 107 110 103 85 Water Absorption (28 days at RT) 0.4 0.4 0.4 0.5 0.6 Water Absorption (2 hr boil) 0.4 0.4 0.5 0.5 0.5 Comparison ERISYS®GE31与Araldite®Dy-T:用Aradur®20315完全固化时的机械性能。树脂 +硬化剂在化学计量时固化曲线:在120°C时在80°C + 1 h时在150°C时在150°C下

交联部分,硬化功能和拓扑质量对热固性形状记忆聚合物的应力恢复的影响:粗粒分子动力学研究
摘要我们通过粗粒分子动力学模拟分析了每个硬汉形状记忆聚合物(TSMP)的交联部分和每个硬汉形状记忆聚合物(TSMP)的应力恢复和拓扑的功能位点数量的影响。通过操纵与每个硬质反应的独特环氧树脂的数量来系统地改变交联网络的质量后,我们发现两种指纹与TSMPS的应力恢复非常相关。这些指纹是连接到两个不同硬化分子的环氧分子的比例,是系统中最大或主要网络的一部分的分子的比例。他们的产品可以用作拓扑评分(S TOPO)来量化网络的拓扑特征。在分析应力恢复与S TOPO的函数时,我们发现S TOPO与恢复应力之间存在很强的相关性。此外,我们观察到,尽管较高的交联部分确实会导致更高的压力恢复,但仍然存在许多例外。高功能硬化剂在相似的S topo处倾向于表现出更高的应力恢复,尤其是在高(> 0.65)的topo处。这些结果表明,增加每个硬化分子的功能位点的数量,结合使用诸如半批量单体添加的方法改善网络拓扑结合,可以改善TSMPS的应力恢复。
araldite®2031-1结构粘合剂
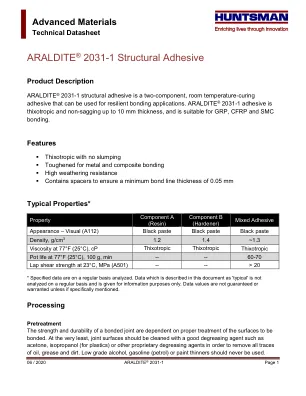
按重量零件按体积组件A(树脂)100 100组件B(硬化器)120 100乘积零件零件,将树脂和硬化剂混合在一起,直到它们形成均匀的混合物为止。araldite®2031-1也可以在混合搅拌机的墨盒中获得,可以用作粘合剂,借助亨斯曼高级材料粘合剂推荐的工具使用粘合剂,将树脂/硬质混合物与刮刀一起涂在预处理和干燥的关节表面上。一层粘合剂0.05至0.10 mm厚通常会赋予关节最大的剪切强度。粘合剂包含间隔物,以确保最小键线厚度为0.05 mm。使用粘合剂后应立即组装并夹紧关节组件。整个关节区域的均匀接触压力将确保最佳治疗。有关表面准备和预处理,粘合关节设计以及双注射器分配系统的更详细说明,请访问www.aralditeadhesives.com。机械加工专家公司已经开发了计量,混合和传播设备,以实现胶粘剂的大量处理。我们将很高兴为客户选择设备的特定需求提供建议。设备维护所有工具应在粘合剂残留物有时间治愈之前清洁所有工具。去除固化残基是一个困难且耗时的操作。如果使用丙酮等溶剂进行清洁,则操作剂应采取适当的预防措施,此外,还应避免皮肤和眼神交流。治愈时间达到最小剪切强度
先进材料 Araldite CW 1302 100 pbw Aradur HY...
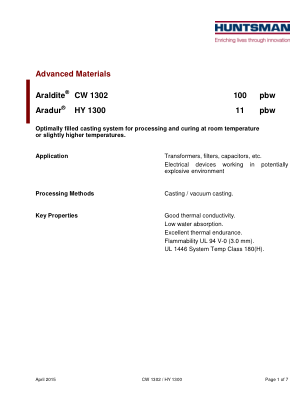
*指定范围 加工和储存(指导值) 准备 CW 1302 含有填料,这些填料会随着时间的推移而沉淀。因此建议在使用前仔细均质化容器中的所有内容物。在生产设备的储存容器中,应不时搅拌预填充的产品,以避免沉淀和计量不规则。 混合 最好在搅拌硬化剂之前将树脂加热到 40 – 50 °C 来制备铸造混合物。在 5 – 10 mbar 真空下对混合物进行短暂脱气可提高混合物的均匀性并增强铸件的介电性能。 固化 要确定交联是否已完成以及最终性能是否最佳,必须对实际物体进行相关测量或测量玻璃化转变温度。客户制造过程中的不同凝胶和固化循环可能导致不同的交联程度,从而导致不同的玻璃化转变温度。储存条件 根据标签上注明的储存条件将成分存放在密封的原装容器中,并放置在干燥的地方。在这些条件下,保质期将与标签上注明的有效期相对应。在此日期之后,产品只能在重新分析后进行处理。部分空的容器在使用后应立即盖紧。有关废物处理和火灾时分解的危险产物的信息,请参阅这些特定产品的材料安全数据表 (MSDS)。

探索地丁香:从自然发生到生物学活动和代谢途径
Stachydrine,也称为脯氨酸甜菜碱,是传统中国草药leonurus japonicus的重要组成部分,以其显着的药理作用而闻名。广泛分布在Leonurus和Citrus Aurantium等植物中,以及各种细菌,Stachydrine在动物,植物和细菌界中均提供关键的生理功能。本综述旨在总结一下地下室在解决心血管疾病和脑血管疾病,神经保护,抗癌活性,子宫调节,抗炎性反应,肥胖管理,肥胖管理和呼吸道疾病方面的各种作用和机制。值得注意的是,硬化剂通过多种途径表现出心脏保护作用。此外,其抗癌特性抑制了许多癌细胞类型的增殖和迁移。具有对子宫功能的双向调节作用,Stachydrine对妇产科和妇科相关疾病有希望。在植物中,硬化氨酸用作二次代谢产物,有助于调节渗透压调节,氮固定,耐药性和应激反应。同样,在细菌中,它起着至关重要的渗透保护作用,促进适应高渗透压环境。本综述还涉及关于水疗合成代谢代谢的持续研究。虽然生物合成途径仍未完全理解,但代谢途径已建立了良好的。对石质的生物合成的更深入的了解具有阐明其作用机理,推进植物二次代谢,增强药物质量控制并促进新药物开发努力的重要性。
ARALDITE® XB 5918-3 固化剂 XB 5919-3
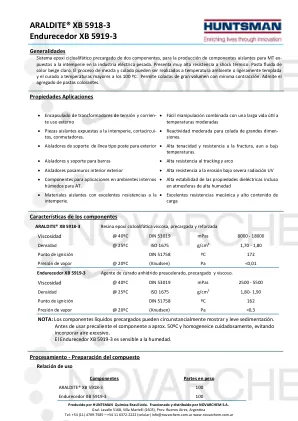
为了获得均匀的混合物,必须将树脂和硬化剂预热至约 50 至 60°C。必须使用平铲和干净的一次性容器将两种成分混合,直到获得均匀一致颜色的均匀物质,无空气、块状或条纹,避免混入空气。它还可以在低转速下进行机械混合,以防止过多的空气夹带。在一些对电气要求较高的应用中,必须在真空室中对组件进行混合和脱气。真空下的混合时间取决于质量,为0.5至3.5小时。在自动配料和混合装置中,两种组分都必须在储罐中以 2 mbar 的压力脱气至少 45 分钟。一旦组件脱气完毕,就必须将其移除以防止负载沉淀。使用静态混合器喷嘴进行配料和混合后,可以将其转移到 10 – 15 mbar 的真空罐中,或者直接转移到 APG 工艺中的热模具中。在低于25°C的温度下,混合料的有效适用期为24至48小时。传统的混合容器应至少每周清洗一次或在工艺结束时清洗。对于较长的生产期,建议将储罐和传导管冷却至 18°C 的温度,以防止化合物过早硬化。对于压力凝胶工艺 (APG),可通过向总树脂中添加至少 0.2% 的 DY 062 促进剂来调整反应性。应注意,添加促进剂会缩短混合物的使用寿命。 。
Araldite 2015 胶粘剂 - RS Components
预处理 粘合接头的强度和耐久性取决于对要粘合的表面进行适当的处理。至少,应使用良好的脱脂剂(如丙酮、异丙醇(用于塑料)或其他专有脱脂剂)清洁接头表面,以去除所有油、油脂和污垢痕迹。切勿使用低浓度酒精、汽油或油漆稀释剂。通过机械研磨或化学蚀刻(“酸洗”)脱脂表面可获得最坚固、最耐用的接头。研磨后应进行第二次脱脂处理。 Araldite ® 2015 结构胶粘剂以带混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂涂抹。 胶粘剂的应用 可以手动或机器人将树脂/硬化剂混合物涂抹在预处理的干燥接头表面上。 Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修粘合剂分配设备的知名公司。厚度为 0.002 至 0.004 英寸(0.05 至 0.10 毫米)的粘合剂层通常会为接头提供最大的搭接剪切强度。Huntsman 强调,适当的粘合剂接头设计对于持久粘合也至关重要。一旦涂抹粘合剂,就应将接头组件组装并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护在粘合剂残留物固化之前,应使用热水和肥皂清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。达到最小剪切强度的固化时间
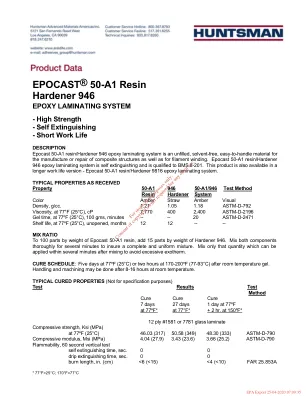
EpoCast®50-A1树脂硬质946
epocast®50-A1树脂硬化剂946环氧层压系统 - 高强度 - 自灭活 - 简短的工作寿命描述Epocast 50-A1树脂/Hardener 946环氧层压层层化系统是一种未填充,无溶剂的,无溶剂的,易于实用的,易于使用的材料,用于制造或修复组合结构或修复材料的材料,以及用于供应材料的材料。Epocast 50-A1树脂/Hardener 946环氧层压系统是自灭的,并且有资格使用BMS 8-201。该产品也可以在更长的工作寿命版本中获得-Pecast 50 -A1树脂/Hardener 9816环氧层压系统。典型的属性作为接收属性50-A1 946 50-A1/946测试方法树脂硬化器系统颜色琥珀色琥珀色琥珀色的视觉密度,g/cc。1.21 1.05 1.18 ASTM-D-792粘度,在77°F(25°C),CP 7,770 400 2,400 ASTM-D-2196凝胶时间,在77ºF(25°C),100 gms,100 gms,-20 ASTM-D-D-2471 Shelf Life,777777777777 77°F,un到100个零件,重量为Epocast 50-A1树脂,添加15个零件。将两个组件彻底混合几分钟,以确保完整且均匀的混合物。仅混合混合后几分钟内可以施加的数量,以避免过度放热。治疗时间表:在室温凝胶后,在77ºF(25°C)或在170-200ºF(77-93°C)下进行五天或两个小时。在室温下8-16小时后可以进行处理和加工。典型的固化特性(不是用于规范目的)测试结果测试方法治疗7天27天1天在77ºF*时77ºF*在77°F* + 2小时时。0 0滴水时间,秒。0 0烧伤长度,in。at 150ºF* 12 ply #1581 or 7781 glass laminate Compressive strength, Ksi (MPa) at 77ºF (25°C) 46.03 (317) 50.58 (349) 48.30 (333) ASTM-D-790 Compressive modulus, Msi (MPa) 4.04 (27.9) 3.43 (23.6) 3.66 (25.2)ASTM-D-790易燃性,60秒垂直测试自灭活时间,秒。(cm)<6(<15)<4(<10)远25.853a * 77°F = 25°C; 170°F = 77°C

边际准确度的比较与评估...
概述:临时修复对固定部分修复的长期成功起着至关重要的作用。临时修复是一种过渡性修复,在制作最终修复体之前提供保护、稳定和功能。不适合的临时修复会促进牙菌斑积聚,从而导致牙周疾病,从牙龈炎症到牙周支持破坏,在终点线边缘位于龈缘或龈下的情况下尤其如此。这项体外研究的目的是比较使用轻质聚合复合树脂通过直接技术制作的临时修复体的垂直边缘差异。材料和方法:将象牙牙齿(下颌右侧和左侧第一磨牙)固定在 Typodont 上。为每个象牙牙齿准备油灰指数,并准备全冠修复,肩部终点线为 1 毫米,所有轴面高度统一为 6 毫米。牙齿准备后,使用油灰清洗技术用重体和轻体制作印模。立即用模石灌注印模。样本总量为 48。临时冠采用直接技术制作,并用 Freegenol 粘接剂粘接。它们被分成 3 组,每种材料 16 组。在石膏模的剩余部分涂上模石硬化剂,以防止在标本老化过程中模石变形。根据标本所经历的老化过程类型,每组又分为 8 组:百事可乐、茶和阿拉伯咖啡,浸泡 54 小时。浸泡后,用蒸馏水清洗标本,用滤纸擦干,并用立体显微镜进行边际精度测试。使用单因素方差分析对本研究中获得的数据进行统计分析,并使用 Post-Hoc Bonferroni 校正 SPSS 21 版进行组间比较。结果:使用方差分析比较 3 种用于临时冠的材料的颊侧边缘差异,结果显示浸入 3 种饮料中时发生显着变化。通过 Post-Hoc Bonferroni 相关性分析,我们发现,当将 3 个临时牙冠浸入茶、咖啡和百事可乐以及咖啡和百事可乐中时,颊侧和舌侧边缘差异明显。结论:在本研究的局限性内,我们得出结论,当将由不同材料制成的 3 个临时牙冠浸入三种不同的饮料中时,它们的边缘差异明显。