机构名称:
¥ 1.0
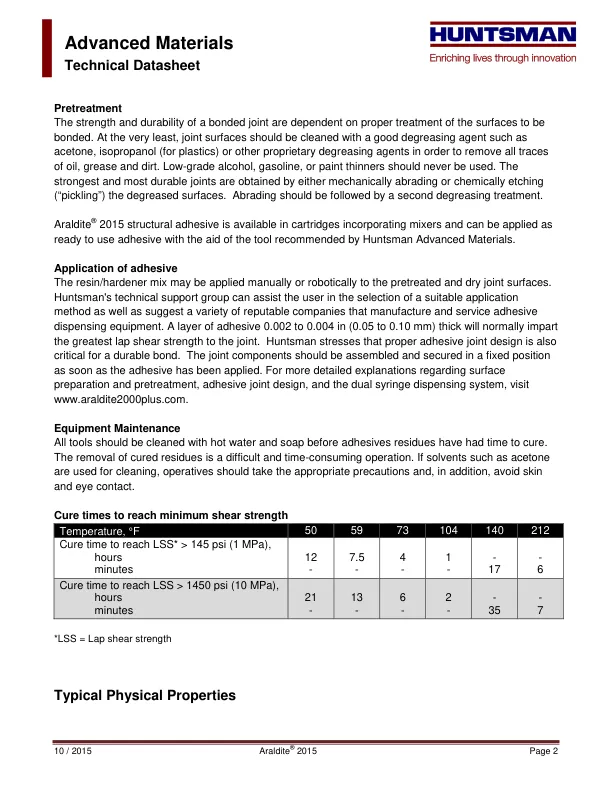
预处理 粘合接头的强度和耐久性取决于对要粘合的表面进行适当的处理。至少,应使用良好的脱脂剂(如丙酮、异丙醇(用于塑料)或其他专有脱脂剂)清洁接头表面,以去除所有油、油脂和污垢痕迹。切勿使用低浓度酒精、汽油或油漆稀释剂。通过机械研磨或化学蚀刻(“酸洗”)脱脂表面可获得最坚固、最耐用的接头。研磨后应进行第二次脱脂处理。 Araldite ® 2015 结构胶粘剂以带混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂涂抹。 胶粘剂的应用 可以手动或机器人将树脂/硬化剂混合物涂抹在预处理的干燥接头表面上。 Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修粘合剂分配设备的知名公司。厚度为 0.002 至 0.004 英寸(0.05 至 0.10 毫米)的粘合剂层通常会为接头提供最大的搭接剪切强度。Huntsman 强调,适当的粘合剂接头设计对于持久粘合也至关重要。一旦涂抹粘合剂,就应将接头组件组装并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护在粘合剂残留物固化之前,应使用热水和肥皂清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。达到最小剪切强度的固化时间
Araldite 2015 胶粘剂 - RS Components
主要关键词

相关文件推荐