XiaoMi-AI文件搜索系统
World File Search System磨料
乘员保护计划
工作实践(检查所有适用的应用程序)___在组件更换过程中,薄雾所有涂漆的表面,除非使用热枪___使用热枪,否则不超过1100°Fahrenheit ___ ___使用机器刨机,削纸器,磨床或砂光机在重新涂抹涂料时可正常操作Hepa滤光的真空。___使用化学油漆脱衣舞娘从组件中删除铅基油漆,并将遵循制造商的说明,并提供足够的通风___使用适当的封闭中的电力洗涤,以防止产生的废水污染土壤或地表水或允许邻近物业中的油漆芯片。___删除组件,例如完整的门系统,壁板,墙壁,橱柜或装饰。___使用遏制来隔离在其余物业中分配油漆的区域___ ___不会使用磨料爆破或喷砂___员工将在工作区域中佩戴可支配的赃物并在离开工作区之前删除____ ____不会使用HUD/EPA或在禁止的实践

摩擦
摘要:在这项研究中,通过模拟的深海摩擦和磨损测试系统研究了不同静水压力(0.1-60 MPa)下多层石墨样碳(GLC)涂层的摩擦学行为和机制。透明的摩擦界面的形态和组成被彻底表征。调查结果表明,在静水压力升高或重负荷条件下,摩擦系数(COF)更大(但未超过0.02)。GLC涂层主要经历磨料磨损,并且磨损程度随着静水压力和负荷的增加而增强。摩擦界面的石墨化和基于硅的润滑产物的生产变得越来越明显。因此,通过改变摩擦接触表面的状态来实现静水压力对GLC涂层摩擦性能的影响。本质上,静水压力通过产生额外的压缩负荷来修饰摩擦对的实际接触面积,以使静水压力的增加对施加载荷的增加具有相似的影响。随着静水压力和施加载荷的增加,摩擦对表面上磨损平滑的趋势变得更加明显。在摩擦过程中生成的石墨转移膜和基于硅的材料改善了摩擦对的润滑性能,从而导致摩擦对磨损极低。
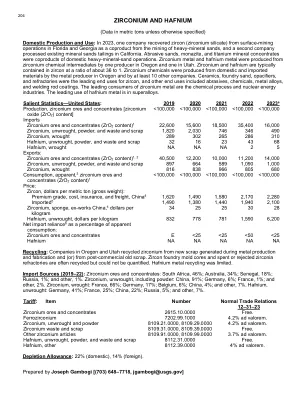
锆和hafnium-矿物商品摘要2024
国内生产和使用:2023年,一家公司从佛罗里达州和佐治亚州的表面挖掘作业中回收了锆石(硅酸盐),作为重矿物砂的开采中的一项合并,第二家公司处理了加利福尼亚州现有的矿物砂量。磨料的沙子,独居石和钛矿物质浓缩物是国内重型矿物质作业的互合量。锆金属和hafnium金属是由俄勒冈州的一位生产商和犹他州的一家生产商从锆化学中间体生产的。锆和hafnium通常以大约36至1的比例包含在锆石中。耗载锆化学物质是由俄勒冈州的金属生产商以及至少10家公司从国内和进口材料中生产的。陶瓷,铸造砂,不透明剂和折射率是锆石的主要用途,其他最终用途包括磨料,化学物质,金属合金和焊杆涂层。锆金属的主要消费者是化学过程和核能工业。Hafnium Metal的主要用途是超级合金。
用户指南
照顾疫苗载体组件如何清洁temparmour载体组件•使用温水和肥皂或消毒清洁剂清洁绿色PCM面板。•使用湿毛巾和肥皂或消毒清洁剂•外尼龙袋清洁银色的贵宾盒:通过使用潮湿的毛巾和肥皂或消毒清洁剂清洁外包。不要:•自动铲子任何组件。•在任何组件上使用任何有机溶剂,例如丙酮或甲基酮(MEK)。•将任何组件暴露于极热(75°C或更高)中•在任何组件上使用任何磨料清洁器。如何检查真空隔热面板银色真空隔热面板(VIP)框,只要构成盒子保持真空的绝缘板即可,盒子非常有效。定期检查盒子的VIP盖和内部表面。在任何面板上寻找银色薄膜的皮肤外观松散,这表明VIP面板受损。预计一个受损的面板将减少温度持有时间。如果有任何证据表明面板受损,则应更换VIP框。注意:透明塑料外层的紧密度不会影响持有。避免从外包中取出VIP盒。

第六次Grabchenko的高级国际会议...
本书在设计,制造,材料,机械和工艺工程以及质量保证之间的界面上及时提供了创新研究和发展的快照。它涵盖了各种制造工艺,例如磨,转弯,钻孔,铣削,开采和齿轮加工,包括增材制造,加强,机械加工,真空技术和变形释放。它专注于计算机和数值模拟,数学和可靠性建模以及制造系统和流程的机器学习模型。它描述了创新的切割和磨料过程以及联合技术。它还研究了各种涂层和材料的电阻,自我分离效果,增强,热处理,表面剥离和耐热性。收集在2024年9月10日至13日在乌克兰Odesa举行的第六次Grabchenko国际高级制造过程国际会议(Interpartner-2024)上发表的最佳论文,该书提供了对设计,制造,机械,机械,工程和流程工程以及高质量的Assolance Assolance Assolance and Sections and Inlogies and Sechologies and Insologe and Sections and Insologe andsoolants and Seconsoologe and Sections和Insologance and Seconsies和Technoloties and Seconsies and Sections和技术的全面检查。然而,它还旨在促进国际和跨学科的交流和合作,并在学术和工业部门之间提供桥梁。
Ti-6Al-4V钛合金零件激光切割加工表面质量
引言:钛合金,包括Ti-6Al-4V,具有良好的机械和化学性能,如高抗拉强度和韧性、优异的抗腐蚀和氧化性能、重量轻、耐极端温度、高强度重量比。因此,它们越来越多地应用于航空航天、航天器、汽车、生物医学、化工和石化、海上石油和天然气、海水淡化和发电行业[1-8]。为了克服在使用传统加工技术加工钛合金等超级合金时遇到的困难,工程车间采用了非常规技术。这些技术包括电火花加工 (EDM)、超声波加工 (USM)、磨料水射流加工 (AWJM) 和激光加工 (LM) [5, 9-10]。激光切割是一种使用激光切割材料的热切割工艺,通常用于工业制造应用。这是通过将高功率、相干、单色激光束(波长范围从紫外到红外)聚焦到工件表面来实现的。激光束的能量被工件吸收,导致聚焦点处材料的温度迅速升高。温度如此之高,以至于根据材料的特性和光束的强度,材料会熔化或蒸发,并可能发生化学转变,然后使用高压辅助气体去除[11- 19]。材料和机械部件的表面粗糙度在确定其加工性能方面起着重要作用

PR系列快速用户手册
DC供应安全说明和预防措施1。在建立任何连接之前,应首先连接保护性地球终端。为了避免在断层条件下使记录器危险,禁止在录音机内部或外部的防护地球导体中断。即使在便携式单元的情况下,如果录音机连接到任何有害电压,则保护性地球端子必须保持连接。2。保持信号和电源电压接线相互分开。如果这是不切实际的,请使用屏蔽电缆进行信号接线。当录音机与危险电压一起使用时,应将双绝缘材料用于信号接线。3。请勿在振动高或高磁场的情况下使用记录器。这可能会导致测量的损坏或误差。4。所有维护或维修都应断开电源,以避免人身伤害或对部门的损害。5。必须在具有导电污染的区域,足够的通风,过滤和密封。6。清洁录音机时,小心处理并使用柔软的干布。避免使用磨料,或任何会损坏显示屏的尖锐或硬物体。7。如果已删除或拆卸任何零件,请勿操作录音机。一次咨询您最近的经销商。处理记录器时,必须采取适当的预防措施。电路板组件容易受到静电放电造成的损害。在处理和插入USB存储器时采取静电预防措施。

微电子学,第一部分:切割、安装
通常,润滑剂/冷却剂对刀片中的样品和磨料的润湿效果越好,刀片的“负荷”就越小。负荷是延展性材料(如铜、铝或聚合物)粘附在刀片组件上并降低其切割效率的过程。这种负荷可能以多种方式发生。例如,当样品和刀片之间的接触点润滑不良时,摩擦会产生较高的局部温度。这种温度可能会导致延展性金属和刀片组件之间出现局部焊接或“磨损”。另一方面,许多聚合物在高温条件下会软化,并牢牢粘附在刀片边缘,再次降低刀片效率。硬质材料(如陶瓷)也会产生负荷,但通过完全不同的机制。它们可能会导致刀片本身的延展性粘合剂材料涂抹在磨料上,从而降低切割率。对于低速应用,使用 ISOCUT® 流体等润滑剂将获得最佳效果。该产品在低速时提供极好的表面润湿性,但它对微电子应用有一个缺点。它是一种油基润滑剂,很难从许多微电子设备中的小凹槽中彻底清除。另一种选择是 ISOCUT® PLUS 流体。这种水基润滑剂/冷却剂专为低速和高速设计

增材制造零件抛光技术研究
增材制造在航空航天、医疗植入等领域有着很好的应用前景,但成型件表面质量差,如果不进行后处理无法满足高服务化的要求,抛光加工是高性能金属增材制造技术链中的关键环节。本文总结了其阶梯效应、成型表面粗糙度高等特点。近年来,增材制造技术又称3D打印以其在快速成型特别是复杂金属零件制造方面的独特优势受到航空企业的高度重视。但由于3D打印采用逐层生长的过程,构建的零件往往表面粗糙度较差,如果不进行后处理则不适合实际使用。基于此基础,增材制造对金属零件抛光领域的研究主要集中在电化学、激光、磨料流抛光技术等方面。本文针对增材制造过程中的各种制造工艺、金属粉末材料种类以及样品的各种结构(如多孔结构、高深宽流道等)对上述领域的研究进展进行了综述,并总结了增材制造金属零件抛光工艺中表面粗糙度、材料去除、表面残余应力、轮廓精度保持性等技术指标的研究成果,最后对3D打印金属零件抛光技术未来的发展进行了展望。

Asnafi,N。(2021)工具和模具制造,表面处理和通过基于激光的添加剂过程进行修理,berg- undhuttenmännischemonatshefte(bhm)htt
摘要:本文探讨了使用基于激光的添加剂工艺来制造,表面处理和修复/再制造工具,模具和模具,用于冷工作,热工作和注入成型。描述了这些应用程序中遇到的故障。经常使用的材料和激光添加剂过程被计入。用激光粉末融合(L-PBF)制造的工具,模具和模具的特性和在某些情况下要比在锻造材料中制造的功能更好。较短的循环时间,摩擦,较小的磨料磨损和更长的生命周期是L-PBF的某些好处,并用粉末(ded-p)(或用粉末,LMD-P或LASER CLADERCLADDING,LC)进行粉末(DED-P)(或激光金属沉积)。L-PBF导致更高的工具成本和更短的工具提前时间。基于对进行调查的综述,本文表明,可以为L-PBF设计和制造工具,模具和模具,通过DED-P(LMD-P,LC)功能使它们功能化,并通过DED-P(LMD-P,LC,LC)进行修复/再制造。L-PBF和DED-P(LMD-P,LC)的组合具有有效的操作性,作为整个工具生命周期的目标,由于当前的高L-PBF和DED-P(LMD-P,LC,LC)的成本,L-PBF和DED-P(LMD-P,LC)具有最大的潜力,并且具有较小的冷工作工具(由于当前的高L-PBF和DED-PBF(LMD-P,LC)成本)。