XiaoMi-AI文件搜索系统
World File Search SystemAraldite

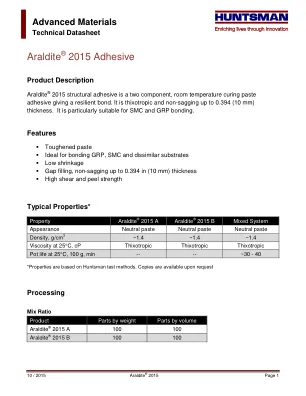
Araldite 2015 胶粘剂 - RS Components
预处理 粘合接头的强度和耐久性取决于对要粘合的表面进行适当的处理。至少,应使用良好的脱脂剂(如丙酮、异丙醇(用于塑料)或其他专有脱脂剂)清洁接头表面,以去除所有油、油脂和污垢痕迹。切勿使用低浓度酒精、汽油或油漆稀释剂。通过机械研磨或化学蚀刻(“酸洗”)脱脂表面可获得最坚固、最耐用的接头。研磨后应进行第二次脱脂处理。 Araldite ® 2015 结构胶粘剂以带混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂涂抹。 胶粘剂的应用 可以手动或机器人将树脂/硬化剂混合物涂抹在预处理的干燥接头表面上。 Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修粘合剂分配设备的知名公司。厚度为 0.002 至 0.004 英寸(0.05 至 0.10 毫米)的粘合剂层通常会为接头提供最大的搭接剪切强度。Huntsman 强调,适当的粘合剂接头设计对于持久粘合也至关重要。一旦涂抹粘合剂,就应将接头组件组装并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护在粘合剂残留物固化之前,应使用热水和肥皂清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。达到最小剪切强度的固化时间
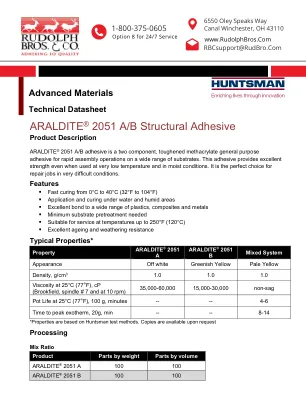
Araldite®2051A/B结构粘合剂
高级材料美国技术数据预处理粘合关节的强度和耐用性取决于对要键合的表面的适当处理。至少应用良好的脱脂剂(例如丙酮,ISO-丙醇(用于塑料)或其他专有脱脂剂)清洁关节表面,以消除所有油脂,油脂,油脂和污垢。低度酒精,汽油或油漆稀释剂绝不能使用。通过机械磨损或化学蚀刻(“腌制”)脱脂表面获得最强和最耐用的接头。磨损后应进行第二次脱脂处理。araldite®2051A/B结构粘合剂在掺入搅拌机的墨盒中可用,可以作为借助Huntsman Advanced材料推荐的工具作为准备使用的粘合剂。粘合剂的应用此系统可在包含搅拌机的墨盒中获得,并且可以作为借助Huntsman Advanced材料推荐的工具,可以作为准备使用粘合剂。树脂/硬质混合物可以手动或机器人施加到预处理和干燥的关节表面上。Huntsman的技术支持小组可以协助用户选择合适的应用方法,并建议各种生产和服务粘合剂分配设备的知名公司。一层粘合剂0.25 mm厚通常会赋予关节最大的剪切强度。应用粘合剂后应立即组装并固定在固定位置。有关表面准备和预处理,粘合关节设计和双盒分配系统的更详细说明,请访问www.aralditeadhesives.com。

ARALDITE 570 / ARADUR 2954 复合系统
提及的所有商标均为亨斯迈公司或其关联公司在一个或多个(但不是所有)国家/地区的财产或已获授权。本文所述产品(以下简称“产品”)的销售须遵守亨斯迈先进材料有限责任公司或其适当关联公司的一般销售条款和条件,包括但不限于亨斯迈先进材料(欧洲)有限公司、亨斯迈先进材料美洲公司、亨斯迈先进材料(香港)有限公司或亨斯迈先进材料(广东)有限公司(以下简称“亨斯迈”)。以下内容取代买方文件。尽管据亨斯迈所知,本出版物中的信息和建议在出版之日是准确的,但本出版物中包含的任何内容均不得解释为任何明示或暗示的陈述或保证,包括但不限于任何适销性或针对特定用途的适用性的保证、不侵犯任何知识产权的保证、或有关质量或与先前描述或样品的一致性的保证,并且买方承担因使用此类产品而导致的所有风险和责任,无论是单独使用还是与其他物质结合使用。本文所述的任何声明或建议均不得解释为关于任何产品是否适合买方或用户的特定用途的陈述,或侵犯任何专利或其他知识产权的诱因。数据和结果基于受控条件和/或实验室工作。买方有责任确定此类信息和建议的适用性以及任何产品是否适合其特定用途,并确保其对产品的预期用途不侵犯任何知识产权。产品可能具有或变得具有危险性。买方应 (i) 从亨斯迈获取材料安全数据表和技术数据表,其中包含有关产品危害和毒性的详细信息,以及产品的正确运输、处理和储存程序;(ii) 采取一切必要措施,充分告知、警告并让可能处理或接触产品的员工、代理商、直接和间接客户和承包商了解与产品有关的所有危害以及安全处理、使用、储存、运输和处置以及接触产品的正确程序;(iii) 遵守并确保可能处理或接触产品的员工、代理商、直接和间接客户和承包商遵守适用的材料安全数据表、技术数据表或亨斯迈提供的其他说明中包含的所有安全信息以及与产品的处理、使用、储存、分销和处置及接触有关的所有适用法律、法规和标准。请注意,产品可能因国家/地区而异。如果您有任何疑问,请联系您当地的亨斯迈代表。

Araldite AW 134 / 硬化剂 HY 991
除非另有明确约定,本出版物中提及的产品销售均受 Huntsman Advanced Materials LLC 或其附属公司(包括但不限于 Huntsman Advanced Materials (Europe) BVBA、Huntsman Advanced Materials Americas Inc. 和 Huntsman Advanced Materials (Hong Kong) Ltd.)的一般销售条款和条件的约束。Huntsman Advanced Materials 是 Huntsman Corporation 的一个国际业务部门。Huntsman Advanced Materials 通过不同国家的 Huntsman 附属公司开展贸易,包括但不限于美国的 Huntsman Advanced Materials LLC 和欧洲的 Huntsman Advanced Materials (Europe) BVBA。
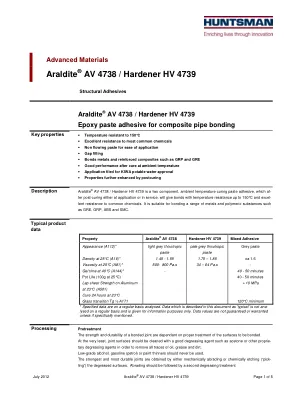
Araldite AV 4738 / Hardener HV 4739 < / div>
玻璃过渡Tg½A171120°C最小 *指定数据进行定期分析。在本文档中描述为“典型”的数据不是定期分发,并且仅用于信息目的。除非有明确提及,否则不保证或保证数据值。处理预处理
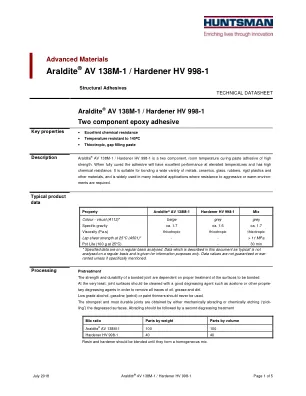
Araldite AV 138M-1 / 硬化剂 HV 998-1
亨斯迈先进材料仅保证其产品符合与用户约定的规格。指定的数据会定期进行分析。本文件中描述为“典型”或“指导”的数据不会定期进行分析,仅供参考。除非特别说明,否则不保证或保证数据值。材料的制造是已授予专利和专利申请的主题;本出版物并不暗示可以自由操作专利工艺。尽管本出版物中的所有信息和建议在亨斯迈先进材料所知、所信和所为范围内在出版之日都是准确的,但本文中的任何内容均不应解释为明示或暗示的保证,包括但不限于适销性或适用于特定用途。在所有情况下,用户有责任确定此类信息和建议的适用性以及任何产品是否适合其特定用途。本出版物中提及的产品在制造过程中的行为及其在任何给定最终使用环境中的适用性取决于各种条件,例如化学兼容性、温度和其他变量,而这些条件并不为 Huntsman Advanced Materials 所知。用户有责任根据实际最终使用要求评估制造环境和最终产品,并充分建议和警告购买者和用户。产品可能有毒,在处理时需要特别注意。用户应从 Huntsman Advanced Materials 获取安全数据表,其中包含有关毒性的详细信息以及正确的运输、处理和储存程序,并应遵守所有适用的安全和环境标准。产品的危害、毒性和行为在与其他材料一起使用时可能会有所不同,并且取决于制造环境或其他工艺。此类危害、毒性和行为应由用户确定,并告知处理人员、加工商和最终用户。除非另有明确约定,本出版物中提及的产品销售受亨斯迈先进材料有限责任公司或其附属公司的一般销售条款和条件的约束,包括但不限于亨斯迈先进材料(欧洲)BVBA、亨斯迈先进材料美洲公司、亨斯迈先进材料(阿联酋)FZE、亨斯迈先进材料(广东)有限公司和亨斯迈先进材料(香港)有限公司。亨斯迈先进材料是亨斯迈集团的一个国际业务部门。亨斯迈先进材料通过亨斯迈在不同国家的附属公司开展业务,包括但不限于美国的亨斯迈先进材料有限责任公司和欧洲的亨斯迈先进材料(欧洲)有限公司。所有提及的商标均为亨斯迈公司或其在一个或多个(但不是所有)国家/地区的附属公司的财产或已获得授权。版权所有 © 2018 亨斯迈公司或其附属公司。保留所有权利。
ARALDITE® XB 5918-3 固化剂 XB 5919-3
为了获得均匀的混合物,必须将树脂和硬化剂预热至约 50 至 60°C。必须使用平铲和干净的一次性容器将两种成分混合,直到获得均匀一致颜色的均匀物质,无空气、块状或条纹,避免混入空气。它还可以在低转速下进行机械混合,以防止过多的空气夹带。在一些对电气要求较高的应用中,必须在真空室中对组件进行混合和脱气。真空下的混合时间取决于质量,为0.5至3.5小时。在自动配料和混合装置中,两种组分都必须在储罐中以 2 mbar 的压力脱气至少 45 分钟。一旦组件脱气完毕,就必须将其移除以防止负载沉淀。使用静态混合器喷嘴进行配料和混合后,可以将其转移到 10 – 15 mbar 的真空罐中,或者直接转移到 APG 工艺中的热模具中。在低于25°C的温度下,混合料的有效适用期为24至48小时。传统的混合容器应至少每周清洗一次或在工艺结束时清洗。对于较长的生产期,建议将储罐和传导管冷却至 18°C 的温度,以防止化合物过早硬化。对于压力凝胶工艺 (APG),可通过向总树脂中添加至少 0.2% 的 DY 062 促进剂来调整反应性。应注意,添加促进剂会缩短混合物的使用寿命。 。
ARALDITE® 2035 A/B 高温胶粘剂
• 基材应经过适当的表面处理,并且不得有任何污染物。 • 将两种成分彻底混合几分钟,直到获得均匀的混合物。 • 使用离心搅拌器(例如 FlackTek、Hauschild 或 Thinky 搅拌器)进行混合可以改善效果。在 2000 rpm 下的总混合时间应保持在 1 分钟以下,以避免过热。 • 最好使用静态搅拌器从 2:1 双筒筒中分配。 • 应使用抹刀将混合的粘合剂涂抹在两个干燥的接合表面上。 • 厚度为 0.004 至 0.012 英寸(0.1 至 0.3 毫米)的粘合剂层通常可提供最大的搭接剪切强度。但是,这种粘合剂经过专门设计,在厚度高达 0.12 英寸(3 毫米)的层中仍然有效。 • 涂抹粘合剂后,应立即组装并夹紧要粘合的组件。固化期间整个接合区域均匀的接触压力将确保最佳性能。
4076-1的araldite / hardener hy 4076 < / div>
Except where explicitly agreed otherwise, the sale of products referred to in this publication is subject to the general terms and conditions of sale of Huntsman Advanced Materials LLC or of its affiliated companies including without limitation, Huntsman Advanced Materials (Europe) BVBA, Huntsman Advanced Materials Americas Inc., and Huntsman Advanced Materials (Hong Kong) Ltd. Huntsman Advanced Materials is an international business unit of Huntsman Corporation.Huntsman高级材料通过不同国家 /地区的亨斯曼附属公司进行交易,包括但不限于美国的Huntsman Advanced Material LLC和Eur Ope中的Huntsman Advanced Materade(Europe)BVBA。