XiaoMi-AI文件搜索系统
World File Search SystemBLADE

使用 IN718 修复复杂形状涡轮叶片尖端的工艺开发
涡轮叶片运行过程中最常见的缺陷之一是叶尖磨损,这会导致叶片报废。增材制造 (AM) 可以通过激光材料沉积 (LMD,也称为直接能量沉积,DED) 工艺进行修复,从而避免成本高昂的整个叶片更换。由于该应用与工业相关,因此关于 LMD 工艺所用的确切沉积策略和工艺参数的信息非常有限。本研究中使用的叶片几何形状的特点是轮廓横截面在叶片高度上的变化。此外,轮廓围绕其骨架线中心旋转,这称为扭曲。此外,轮廓沿其肌腱线向前缘移动,这称为前扫。首先,确定一组合适的工艺参数,通过这些参数可以制造无孔隙和无裂纹的 IN718 基本探头。为了将这些参数转移到涡轮叶片上,研究了各种工艺策略,这些策略既考虑了敏感的叶片几何形状,也考虑了所用生产系统的运动学。这些策略包括轮廓和舱口轨道的调整、合适的飞入和飞出策略的设计,以及悬垂生产的措施。通过将修复后的叶片与其目标几何形状与光学测量进行比较,可以评估工艺后的形状精度。总之,所用的三维构建策略能够稳定地再现扭曲和前掠,并实现足够的加工余量。因此,所开发的工艺代表了复杂叶片几何形状的叶尖损伤近净形修复的基本解决方案,可应用于其他叶片几何形状。
测试,验证和研究服务
创新对于推进离岸可再生能源并降低运营成本绝对至关重要。总部位于伦敦的中小型企业Bladebug开发了一个机器人刀片横梁,使用新型的粘附技术沿风力涡轮刀片的表面行走,收集有关刀片状况的数据。Bladebug使用矿石弹射器的设施来测试和演示爬虫的运行,帮助加速技术并支持其市场准备。
安特卫普2025
Influence of OpJcal Features on Image ReconstrucJon Quality in Lens-Coupled X-Ray Detectors 66 Hosseini, Seyed Roohollah Task-Based OpJmizaJon of CT Trajectories Using a Learned Defect Visibility Metric 68 Schneider, Linda-Sophie µCT system & reconstrucJon algorithms for large artwork pieces 70 Solorzano, Eusebio Anaxam @ tomcat 2.0:轻松访问用于行业的Cuung-Edge断层扫描显微镜71 Olbinado,JPEG压缩对工业CT Data的计量特征的影响73Kieß,使用电磁内部的电压blade blade blade trade trade trade ofed trade n5 dengenge 75 3D/2D刚性registrajon 77和CT查看OPJMIZAJON VALTCHANOV,HRISTO,HRISTO深度学习,用于处理同步型 - 拉迪亚琼人断层扫描数据79 MOOSMANN,JULIAN MULJSCALE tremizajon,Medical Essection and Pharmaceujcal Formulajons与3D X-Roscepopy and Pharmaceujcal formopoy tongopoy and tonemage tonemage tonemage tonemage Herminso RadalyX: Portable MulJmodal RoboJc Scanner 82 Uher, Josef Temperature-Controlled in-situ Tensile Tests of Polymer Tape with differently shaped Single ParJcles 84 Heupl, Sarah Focal Spot Blur ReducJon by DeconvoluJon on CT ProjecJons 86 Determan, Lucas SimulaJng X-ray beam energy and detector使用隐式的88神经代表Blum,Edwin的属基于对抗性神经网络的方法来处理工业CT的信号处理,基于光束硬化的基于光束硬化90在锥形梁工业X射线CT图像Tavakoli Kejani中的beam硬化90 Shao,快速CT维度测量的Huan准确性:一项关于添加的94个金属零件Linhares Fernandes的案例研究,Thiago
009-91 FY-24 NAVSEA 标准项目 FY-24 项目编号
NAVSEA 标准项目 FY-24 项目编号:009-91 日期:2022 年 10 月 25 日 类别:II 1.范围:1.1 标题:螺旋桨就位检查;完成 2.参考:2.1 S9086-HP-STM-010/CH-245,螺旋桨和推进器 3.要求:(I)“目视检查”3.1 按照 2.1 第 3 节清洁并完成每个螺旋桨和螺旋桨盖的目视检查。3.2 记录 3.1 中获取的所有检查数据。3.2.1 以经批准的可传输介质提交一份已填妥的螺旋桨目视技术检查报告表 NAVSEA 9245/3 的清晰副本,列出目视检查结果以及显示任何裂纹或缺陷的大小和位置的草图,提交给监督人员。3.2.2 用金属边缘保护装置覆盖每个螺旋桨叶片的整个周边,并根据 2.1 用钢带固定。3.3 将每个螺钉和插头固定在每个螺旋桨盖的外部,以防止脱落。(V)“检查叶片对准” 3.4 检查主减速器联轴器法兰上每个螺旋桨叶片上“BLADE”字样的存在和准确性。3.4.1 在每个螺旋桨叶片上印上“BLADE”字样的联轴器轮毂。印记必须是 1/8 英寸到 1/4 英寸的字母,低应力标记。禁止蚀刻。3.5 在脱离对接之前,拆除 3.2.2 中安装的叶片边缘保护装置。
目录 - GOV.UK
和锥化都指叶片绕铰链的运动。“拍打”是指在主旋翼轮毂旋转一圈期间,单个叶片绕铰链上下运动。锥化是升力和旋转离心力共同作用赋予两个叶片的向上运动。锥角是转子叶片纵轴(假设没有叶片弯曲)与转子尖端路径所描述的平面(转子盘旋转平面)之间的角度。

班级范围
SI X类SI 550EP类SI 400EP最大。看到刀片直径毫米550 550* 400最大看到带有安装得分单元mm 450 ** -400最大的刀片直径。在90°/+45°/-45°MM 200/130/105 200/130/-130/-140/97/ - 锯叶片旋转速度rpm 3000÷5000 2500/3500/5000/5000 3000/4000/5000/5000/+ mm 1000÷1500 1000÷1500 1000÷1500三相电动机功率从kW / hz 9(11) / 50(60)7(8) / 50(60)7(60)7(8) / 50(60)找到完整的技术规格,
009-91 日期:2023年10月1日 类别:II 1. 范围:1.1 Tit
NAVSEA 标准项目 FY-25 项目编号:009-91 日期:2023 年 10 月 1 日 类别:II 1. 范围:1.1 标题:螺旋桨在位检查;完成 2. 参考:2.1 S9086-HP-STM-010/CH-245,螺旋桨和推进器 3. 要求:(I)“目视检查”3.1 按照 2.1 第 3 节清洁并完成每个螺旋桨和螺旋桨盖的目视检查。3.2 记录 3.1 中获取的所有检查数据。3.2.1 以批准的可传输介质提交一份清晰易读的完整螺旋桨目视技术检查报告表 NAVSEA 9245/3 副本,列出目视检查结果以及显示任何裂纹或缺陷的大小和位置的草图3.2.2 用金属边缘防护装置覆盖每个螺旋桨叶片的整个周边,并根据 2.1 用钢带固定。 3.3 将每个螺钉和塞子固定在每个螺旋桨盖的外部,以防止其脱落。 (V)“检查叶片对准” 3.4 检查主减速器联轴器法兰上每个螺旋桨叶片上“BLADE”字样的存在和准确性。 3.4.1 在联轴器轮毂上印上与每个螺旋桨叶片对齐的“BLADE”字样。印记必须是 1/8 英寸到 1/4 英寸的字体,低应力标记。禁止蚀刻。 3.5 在脱离船坞之前,拆除 3.2.2 中安装的叶片边缘保护装置。
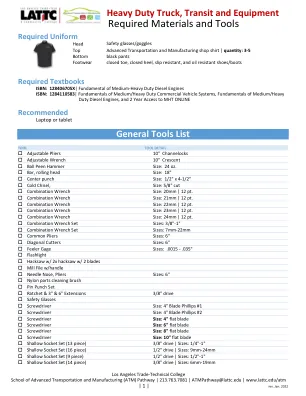
所需材料和工具
常规工具列表 工具 工具详细信息 可调钳 10 英寸槽锁 可调扳手 10 英寸月牙 圆头锤尺寸:24 盎司。 棒材,滚动头尺寸:18 英寸 中心冲尺寸:1/2 英寸 x 4-1/2 英寸 冷凿,尺寸:5/8 英寸切口 组合扳手尺寸:20 毫米 | 12 点。 组合扳手尺寸:21 毫米 | 12 点。 组合扳手尺寸:22 毫米 | 12 点。 组合扳手尺寸:23 毫米 | 12 点。 组合扳手尺寸:24 毫米 | 12 点。 组合扳手套装尺寸:3/8 英寸‐1 英寸 组合扳手套装尺寸:7 毫米‐22 毫米 常用钳子尺寸:6 英寸 斜口钳尺寸:6 英寸 塞尺尺寸:.0015 ‐ .035 英寸 手电筒 带 2 个刀片的钢锯 带手柄的铣锉 尖嘴钳,钳子尺寸:6 英寸 尼龙零件清洁刷 冲头套装 棘轮扳手、3 英寸和 6 英寸延长杆 3/8 英寸驱动器 安全眼镜 螺丝刀尺寸:4 英寸十字槽螺丝刀 #1 螺丝刀尺寸:4 英寸十字槽螺丝刀 #2 螺丝刀尺寸:4 英寸平头 螺丝刀尺寸:6 英寸平头 螺丝刀尺寸:8 英寸平头 螺丝刀尺寸:10 英寸平头 浅套筒套装(13 件)3/8 英寸驱动 | 尺寸:1/4 英寸‐1 英寸 浅套筒套装(16 件)1/2 英寸驱动 | 尺寸:9 毫米‐24 毫米 浅套筒套装(9 件)1/2 英寸驱动 | 尺寸:1/2 英寸‐1 英寸 浅套筒套装(14 件)3/8 英寸驱动 | 尺寸:6 毫米‐19 毫米

HPT刀片返工改进设计与实施……
改进。在刀片路由器上添加热标签是为了进行可视化管理,标记返工刀片。直观地指出哪些刀片需要返工,使操作员更容易看到返工刀片,这些刀片应该先于其他刀片进行加工。虽然正在使用热标签,但并未一致使用。还对处置者职位进行了更改。所有刀片都发送给处置者,处置者根据刀片类型、正在经历的维修过程以及刀片的缺陷来决定刀片必须经过哪些步骤才能返工。曾尝试取消处置者职位,让发现缺陷的操作员处理每个刀片。根据所需的培训,发现这是不可行的。对处置员职位的一项改进是创建常见返工循环的标记,这样就不必将它们写下来。标记不是最终的解决方案,但有助于改善这种情况。Glades 甚至尝试将所有返工分配给少数人,让他们负责所有步骤。这种方法可以缩短处理时间,但会将所需的操作员从常规服务中拉出来,并在操作员的机器用于返工时造成停机。