XiaoMi-AI文件搜索系统
World File Search SystemInk

可重新填充的墨水罐打印机,带有低成本墨水瓶
*2文档打印速度是默认单纯模式的Office类别测试ESAT(Word,Excel,PDF)的平均值,ISO/IEC 24734。照片打印速度基于使用ISO/JIS-SCID N2在Photo Paper Plus Plossy II上的默认设置,并且不考虑主机计算机上的数据处理时间。打印速度可能会因系统配置,接口,软件,文档复杂性,打印模式,页面覆盖,使用的纸张类型等而有所不同。

喷墨打印件的保存
11 可能是第一家美术喷墨印刷工作室开业的年份:Nash Editions,加利福尼亚州曼哈顿海滩 12 IRIS Graphics Inc.,IRIS Graphics 常见问题解答 - IRIS Giclée Printmaking, 13 请参阅第 II.4 章“材料分析、基材”了解详情 14 例如,Colorspan 的 DisplayMaker 大幅面打印机和墨水套装、Lasermaster Corp. 的 Design Winder 打印机 15 1998 年 10 月 31 日对摄影师 Stephen Johnson 的采访 16 另请参阅第 III.1 章“保存问题、简介”

AG-800银导电墨水
在经过一次干燥炉或在批量干燥炉中循环一次后,评估沿屏蔽导电路径之一的点对点电阻。使基材再进行一次干燥循环。沿同一路径再次测量点对点电阻并将其与原始读数进行比较。如果电阻减小幅度小于 10%,则表示油墨在第一次干燥循环或经过干燥炉后基本干燥。如果电阻减小幅度超过 10%,则需要更多干燥时间才能完全去除溶剂。如果溶剂型油墨在丝网上停留一段时间,随着溶剂的蒸发,油墨将逐渐变稠。如果油墨要在非活动印刷机上停留一段时间,可以通过汇集油墨以减少表面积而不是使其分散在大面积上来最大限度地减少溶剂蒸发。汇集油墨会减少表面积,从而减慢干燥过程。务必检查从丝网上回收的油墨的粘度,并在彻底混合的同时添加少量溶剂以恢复粘度。只要油墨还未完全干燥和硬化,就可以添加溶剂来回收增稠的油墨。稀释和清洁如有必要,使用溶剂 30 稀释油墨。使用 MEK 或合适的屏幕清洁剂清洁屏幕或工具的表面。

AG-1074 银导电油墨
即使任何销售文件(例如采购订单)中含有相反内容,所有销售均在下列条件下进行:Kayaku Advanced Materials, Inc. 产品文献中包含的所有信息均反映了我们目前对该主题的了解,并且我们认为是可靠的。它仅用于为客户自己的实验提供可能的建议,不能替代客户为确定任何 Kayaku Advanced Materials, Inc. 产品是否适合任何特定用途而进行的任何测试。随着新知识和经验的出现,这些信息可能会进行修订,但 Kayaku Advanced Materials, Inc. 不承担更新或修订之前提供给客户的任何数据的义务;如果数据时效性成为问题,客户应联系 Kayaku Advanced Materials, Inc. 要求更新。由于 Kayaku Advanced Materials, Inc. 无法预见实际最终用途或实际最终使用条件的所有变化,因此它不作任何明示或暗示的索赔、陈述或保证,包括但不限于对适销性或针对特定用途的适用性的保证;并且客户放弃所有这些权利。Kayaku Advanced Materials, Inc. 明确声明不承担任何责任或义务,也不承担与使用本信息有关的任何责任或义务,包括但不限于使用、处理、存储或拥有任何 Kayaku Advanced Materials, Inc. 产品,或应用本文所述的任何流程或期望的结果或与客户产品设计有关的任何内容。本出版物中的任何内容均不应被视为根据本出版物经营的许可或建议。
43s 喷墨打印机
第 1 章 — 简介 关于本指南 ...........................................1–1 写作惯例 .....。。。。。。。。。。。。。。。。。。。。。。。。........1–1 相关出版物。...............................1–1 安装和检查 .....。。。。。。。。。。。。。。。。。。。。。。。。.......1–3 主电源 ..............。。。。。。。。。。。。。。。。。。。。1–3 接地。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。1–3 危险信息。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。1–4 警告通知。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。1–5 注意事项。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。1-8
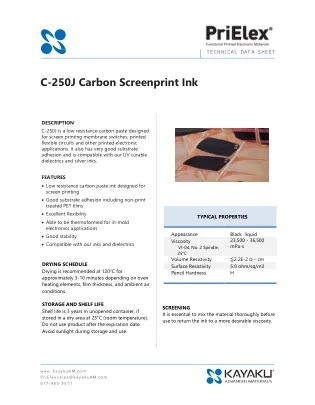
C-250J碳丝网印刷油墨
稀释和清洁 必要时使用溶剂 40 稀释或清洁。稀释和清洁时应避免使用任何含酒精的清洁剂。 干燥 涂抹此油墨后,必须清除所有残留溶剂。干燥不彻底会导致油墨表面看起来干燥,而溶剂会滞留在表面下方,导致电阻增加,这表明存在溶剂滞留。随着时间的推移,滞留的溶剂会从油墨中迁移出来,并可能导致油墨与任何材料(如电介质)的粘附问题。 在通过干燥炉或批量干燥炉一次循环后,评估沿其中一条导电路径的点对点电阻。让基材再进行一次干燥循环。再次沿同一路径测量点对点电阻,并将其与原始读数进行比较。如果电阻下降幅度小于 10%,则油墨在第一次干燥循环或通过烤箱后基本干燥。如果电阻下降超过 10%,则需要更长的干燥时间才能完全去除溶剂。

AGCL-1134 银/氯化银墨水
应用指南 AGCL-1134 在密封容器中储存一段时间后会变稠。使用前必须彻底混合材料,以重新分散任何沉淀的银颗粒,并使油墨恢复到更理想的粘度。应注意尽量减少材料暴露在光线下。印刷材料的印刷机上方应使用黄灯、黄色屏幕或紫外线过滤器。湿度需要保持在中等水平,因为水分也会在较长时间内影响氯化银。建议使用单丝聚酯(180 至 260 目)屏幕,乳剂厚度在 0.001 英寸至 0.003 英寸之间。建议使用邵氏“A”硬度计在 60 至 70 之间的聚氨酯刮刀。所有搅拌刀片、溢流棒和刮刀表面都不得有金属。金属,尤其是铝,会与氯化银发生剧烈反应。如果使用金属溢流棒和器具,必须用惰性胶带(如特氟龙胶带)完全包裹它们。
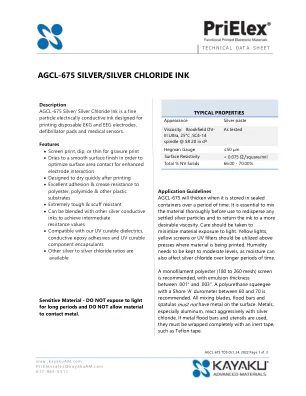
AGCL-675 银/氯化银墨水
应用指南 AGCL-675 在密封容器中储存一段时间后会变稠。使用前必须彻底混合材料,以重新分散任何沉淀的银颗粒,并使油墨恢复到更理想的粘度。应注意尽量减少材料暴露在光线下。印刷材料的印刷机上方应使用黄灯、黄色屏幕或紫外线过滤器。湿度需要保持在中等水平,因为水分也会在较长时间内影响氯化银。建议使用单丝聚酯(180 至 260 目)屏幕,乳剂厚度在 0.001 英寸至 0.003 英寸之间。建议使用邵氏“A”硬度计在 60 至 70 之间的聚氨酯刮刀。所有搅拌刀片、溢流棒和刮刀表面都不得有金属。金属,尤其是铝,会与氯化银发生剧烈反应。如果使用金属溢流棒和器具,必须用惰性胶带(如特氟龙胶带)完全包裹它们。

第一部分:直接墨水书写
本文是一系列文章中的第一篇,这些文章全面讨论了微尺度增材制造工艺的最新进展,并提出了解决阻碍其可扩展性的挑战的解决方案。本文探讨了一类称为直接墨水写入/喷射工艺的增材制造技术,研究人员已使用这些技术制造具有不同几何自由度的微尺度部件。本文通过分析材料约束、几何约束和特征尺寸分辨率限制,确定了使用这些工艺进行高通量 3D 微加工的关键挑战!和吞吐量限制。虽然其中一些挑战可以通过新颖的精密工程方法克服,但还有其他几个挑战需要对材料系统、工艺参数和关键部件有深入的了解。本文确定了这些挑战并提出了消除这些挑战的潜在方法,目标是在高吞吐量下制造真正的 3D 部件。!!!
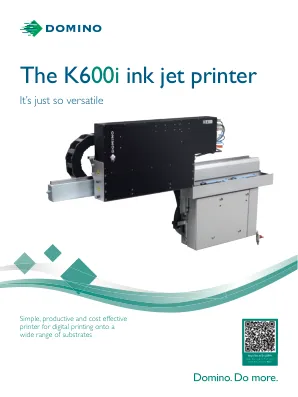
K600i 喷墨打印机 - 多米诺印刷
对于需要最高质量输出的具有大量可变数据内容的应用程序,或者首选 PDF 工作流程的应用程序,我们有 Domino Editor™ RIP。这种模块化解决方案从简单的桌面到多个机架安装刀片,可以配置为处理您的数据要求。还支持全灰度图像处理,以获得最高质量的打印输出。包括 PDF 文件以及 IPDS 和 AFP 数据流的选项。