XiaoMi-AI文件搜索系统
World File Search SystemJIG
精密及专用工具目录
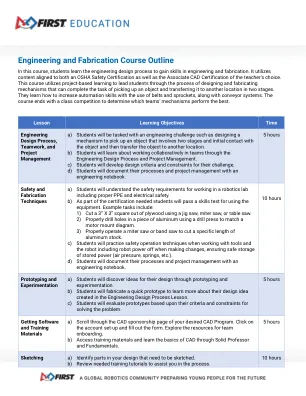
榫眼和榫头接合已使用数千年。直到现在才有人想出如何提供一种快速而简单的一体化解决方案,使用单个经济实惠的夹具切割匹配的榫眼和榫头。General 的 E•Z Pro ™ 榫眼和榫头夹具开箱即可使用,可制作广泛使用的 1/4” 榫眼和榫头接合。使用带有夹具的插入式铣刀,各个级别的木工都可以快速轻松地切割厚度从 1/4 英寸到 1/2 英寸、宽度从 1 英寸到 3 英寸的榫眼和榫头。该装置可以轻松处理厚度从 1/2 英寸到 1-1/2 英寸的木材原料,并且可以在一块长木材上切割多个榫眼。 • 总长度:14-1/2" 宽度:4-1/2" 高度:4" 重量:2-1/2 磅 • 套件包括:1/4" 螺旋上切路由器钻头、衬套套件、扳手、用户手册

高性能
•通过通行箱A(临时管道)冲洗•通过套件B(固定连接与HIU连接阀)•通过通过套件C进行冲洗(外部阀门和TEE)•首先修复夹具•主要固定夹具•与hiper首次固定套件,与hiper首次固定jig•AST'stock'wall bracke•所有连接•所有连接•全部连接•所有套装•套装套装•全套套装•4个绝缘的套装•4个绝缘的套装•设置为4绝缘•设置为4绝缘• MxM Isolation Valves Wras approved) • Lower connections pipe kit (set of 4 preformed pipes to bring connections 'back to the wall' • Isolation Valves (for lower connections, straight pattern, union connection, Wras approved) • Prepayment relay (for billing systems using a 230v signal) • Security - anti tamper fixing screws + driver • Insulation jacket for heating plate heat exchanger • Insulation jacket for hot water plate heat exchanger •用于隔离阀的绝缘夹克(配对)•热量计 - Zenner ZE102C5超声热量表
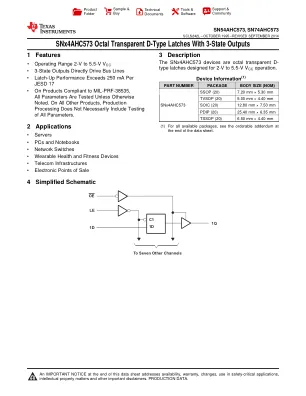
SN54AHC573、SN74AHC573 (Rev. L) - 所有产品
注意:A. CL 包括探针和夹具电容。B. 波形 1 适用于具有内部条件的输出,即输出为低,除非被输出控制禁用。波形 2 适用于具有内部条件的输出,即输出为高,除非被输出控制禁用。C. 所有输入脉冲均由具有以下特性的发生器提供:PRR ≤ 1 MHz、ZO = 50 Ω、tr ≤ 3 ns、tf ≤ 3 ns。D. 每次测量一个输出,每次测量一个输入转换。E. 并非所有参数和波形都适用于所有设备。

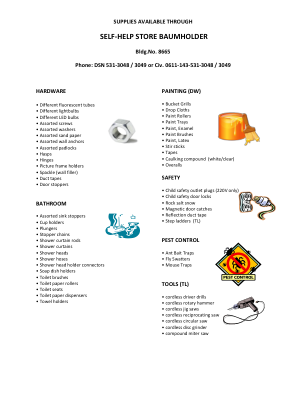
自助商店 BAUMHOLDER
涂漆(DW) • 桶格栅 • 防尘布 • 油漆滚筒 • 油漆托盘 • 油漆、搪瓷 • 油漆刷 • 油漆、乳胶 • 搅拌棒 • 胶带 • 填缝剂(白色/透明) • 工作服 安全 • 儿童安全插座插头(仅 220V) • 儿童安全门锁 • 岩盐雪 • 磁性门锁 • 反射胶带 • 梯子(TL) 害虫控制 • 蚂蚁诱饵陷阱 • 苍蝇拍 • 捕鼠器 工具(TL) • 无线电钻 • 无线电锤 • 无线曲线锯 • 无线往复锯 • 无线圆锯 • 无线圆盘磨床 • 复合斜切锯

k-b和卫星通信的高效率10W MMIC PA
本文讨论了为下一代K频段17.3 - 20.2 GHz开发的整体微波集成电路(MMIC)功率放大器的设计步骤和实验表征。所使用的技术是硅工艺上的市售100 nm栅极长壳。考虑到航天器的苛刻约束,尤其是仔细考虑了这种技术的热约束,以保持所有设备的连接温度在最差的情况下(即,最高环境温度为85°C)。已实现的MMIC基于三阶段的结构,首先以脉冲制度进行了晶状体表征,随后将其安装在测试jig中,并在连续的波浪工作条件下进行表征。在17.3 - 20.2 GHz操作带宽中,构建的放大器可导致输出功率> 40 dbm,功率添加效率接近30%(峰值> 40%)和22 dB的功率增益。

SN74LVC1G125 具有三态输出的单总线缓冲门
注意:A. C 包括“探针”和“夹具”电容。 B. 波形 1 用于具有内部条件的输出,即输出为低,除非被输出控制禁用。波形 2 用于具有内部条件的输出,即输出为高,除非被输出控制禁用。C. 所有输入脉冲均由具有以下特性的发生器提供:PRR 10 MHz,Z = 50 。D. 每次测量一个输出,每次测量一个转换。E. t 和 t 与 t 相同。F. t 和 t 与 t 相同。 G. t 和 t 与 t 相同。H. 所有参数和波形并不适用于所有设备。
战略支持重做技师的新工作
1. 借助或不借助夹具、固定装置、模板和模型完成工作任务。2. 根据工程要求和规范,使用夹具钻模板(JDT)、钻夹具(DJ)、定位夹具(LJ)、聚酯薄膜和精密测量设备等工具,对金属、复合材料和复合材料/钛堆叠中的结构部件和/或组件进行定位、布局、钻孔和安装紧固件,以连接主要结构的子组件。3. 使用各种手动和机械工具,包括精密对准、钻孔和测试设备。手动和自动/数控复杂工具,如轨道钻机、间隙人、微风、后标记、挤压器、偏置铆钉染料、柔性轨道和顶杆。4. 制作生产辅助工具以促进工作任务的完成。
航空发动机用钛制品制造技术
通过使用玻璃作为润滑剂,可将各种金属制成管材和异型棒材。它于1942年发明,最初应用于碳钢8)随后推广到有色金属,例如铝,9)铜和铜合金10)等。与铝,铜和铜合金相比,钛合金具有更高的抗变形能力,并且在加工和处理过程中会产生高热量。通常将坯料加热到β单相温度区域,然后挤压。但是,钛具有化学活性,并且正如所观察到的在加工中存在的问题一样,它在与对手金属接触时会粘附在其上,并对对手金属造成强烈的磨损。11)因此,与其他金属挤压的情况相比,由于粘结和/或共晶反应,模具和/或推压夹具的磨损较大,因此坯料加热温度、润滑剂、模具形状和模具材料的选择很重要。3.2 热矫直