XiaoMi-AI文件搜索系统
World File Search SystemMolding
塑料和注射模具提供副本
• Mold Filling, Gating, and Weld Lines • The Product Development and Prototype Process • Mechanical Behavior of Polymers • Injection Molding Basics Part 1 – Machine • Injection Molding Basics Part 2 – Process • Injection Molding Basics Part 3 - Mold • Injection Mold Fundamentals • Understanding Plastics • Plastic Part Design Essentials • Welding & Adhesive Bonding • Shrinkage, Warpage and Part Ejection • Mechanical Fasteners, Press and Snap Fits •模具加工方法 - 第1部分•模具加工方法 - 第2部分•2板,3板和热跑者模具•模具底座,工具钢和热处理•外部和内部动作•零件弹射,排气和冷却•门控方法•跑步者•跑步者,填充软件和模具设计过程

磁性聚丙烯纳米复合材料表面微注塑成型过程中磁导向填料迁移,具有提升的光捕获微结构,可延迟冻结并增强光热除冰
微粗糙度和低表面能防冰表面因具有超疏水和低冰亲和力而受到研究人员的极大兴趣。然而,通过模板法快速制备未开发微结构的超疏水表面 (SHS) 一直是进一步应用的瓶颈。在这项工作中,将负载石墨烯 (GP) 作为磁性纳米粒子的四氧化三铁 (Fe 3 O 4 ) 引入聚丙烯 (PP) 基质中,作为超疏水防冰/除冰表面的热载体。通过微注射成型和磁引力相结合的方法制备微结构 PP/GP/Fe 3 O 4 表面。使用多物理场耦合模型对具有磁引力的定向粒子迁移进行分析。磁引力使微柱的高度从~85 μ m 增大到~150 μ m,使表面保持较高水接触角(~153 ◦)和稳定的空气腹板,以便液滴以 1 ms-1 的初速度重复撞击。对于发育成熟的微柱,可以通过延长光路来更有效地吸收光以进行多次反射。与纯 PP 表面相比,在强度为 1 kW m-2 的一次太阳辐照下,复合材料表面的光热性能表明,温度在 67 秒内从环境温度升高到 94 ◦ C,而冰粘附强度在同期从~30 降低到~9 kPa。磁性粒子的光热功效可延长 SHS 结冰时间。由于 SHS 对室外注塑件具有出色的被动防冰和主动除冰性能,预计其将有望在制造中实际应用。
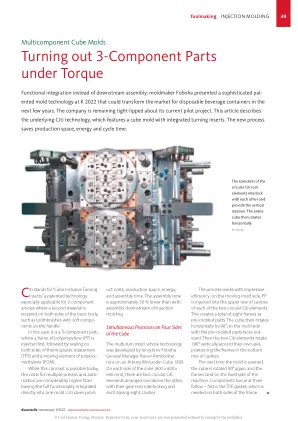
在扭矩下生产三组分部件
Barnes Group Barnes Molding Solutions 是 Barnes Group 的一个战略业务部门,该集团旗下拥有 Männer、Synventive、Thermoplay、Priamus、Gammaflux 和 Foboha 等公司,其中包括注塑成型领域(模具制造、热流道、温度控制和过程控制)的知名品牌。该集团在欧洲、中国和美国拥有自己的制造基地。母公司 Barnes Group (USA) 是高度工程化的产品和工业解决方案的供应商。www.BGInc.com

ARA DEFEND® 50100 树脂体系
ARA DEFEND ® 50100 树脂系统是一种双组分、低粘度环氧树脂系统,具有良好的潜伏期。这允许更长的工作时间,以便通过真空辅助树脂传递模塑 (VARTM)、树脂传递模塑 (RTM) 和动态流体压缩模塑 (DFCM) 更好地灌注更大的面板。该树脂系统设计为在相对较低的温度下固化,从而更容易加工并在大规模生产中具有灵活性。ARA DEFEND ® 50100 树脂系统提供最先进的产品和制造性能。

包装技术的发展...
chuan lih fa(CLF)Machinery Works Co. Ltd成立于1966年,从当地的工厂发展,提供小型塑料注塑机器,成为具有多种型号的国际品牌,可在全球范围内提供完整的工厂优化和服务。CLF现在专注于研发,注射型机器的制造和销售,并以其超大,高精度和出色的性能模型而闻名。CLF不断坚持其对卓越质量和可持续注射成型技术的追求。www.clf.com.tw/en
PA/WPA系统的介绍
※在塑料模制物体中观察到的双折射的主要部分被认为源自分子取向,而不是光弹性。因此,对于这种类型的对象,从观察到的双折射中计算出一定的应力是不合理的。然而,双折射的差异仍然可以与整个成型过程的差异有关。这就是为什么双折射分析是用于塑料成型过程的良好评估技术的原因。
启动仪式 - 船舶结构委员会
水分或挥发性产品。孔隙主要发生在手工铺层中。如果树脂分配管道的完整性得到保证,树脂灌注和传递模塑 (RTM) 等成型方法不易受空气夹带的影响。单个或孤立的大气泡也称为空隙。这些气泡大到足以具有结构意义,也可以单独检测和测量。当层间界面处出现较大的平面空隙时,这些空隙被称为分层。

curriculum vitae kuang -ting(K. -t。)HSIAO,博士
accomplished under ONR funded Advanced Materials Intelligent Processing Center (University of Delaware), 2000-2003) • Liquid Composite Molding Processes such as RTM, VARTM, SCRIMP, and the variations • Out-Of-Autoclave Vacuum Bag Only (OOA-VBO) process • Void and Defect Characterization and Modeling for Polymer Matrix Composites • Residual Stress and Dimensional Stability of Polymer Matrix合成材料•纳米复合材料和多尺度的微型/纳米纤维增强了制造和特征的复合材料•多孔培养基中的微/纳米流体和悬浮液和悬浮液•功能分级的材料•功能性关节•聚合物复合材料的粘合剂关节收获)
使用增益比和结合机器学习Dwinanda Bagoes Ansori,Joko Slamet,Muhammad Zakky Ghufron,Muham 人工智能在宗教心理学研究中的作用 自然语言处理的生成人工智能工具的比较分析 通过虚拟现实框架演示的机器人学习的服装操纵数据集 通过多层大语言模型增强机器人任务计划和执行 硅,有机和钙钛矿太阳能电池 改良的Nife2O4支持的石墨烯氧化石墨烯可有效尿素电化学氧化和水分分割应用
摘要:本文介绍了对任意几何形状的薄壁聚合物复合材料结构的各种真空输注模式进行建模的结果。制造结构的较小厚度以及其背面在模具的刚性表面上的固定,使得可以显着简化过程模型,这考虑了热固性树脂的繁殖,随着可压缩的3D几何形状的可压缩多孔性的流变学的变化,以及在注射和真空端口的边界条件变化的情况下,以及在Post-Post-Post-sourting post-sourting post-sourting sourting sourting sourting sourting sourting sourting-sourting-sourting-sourting inforning sout-forting sourting。在灌注后阶段研究的四种真空灌注成型模式中,在预成型的开放表面和真空端口以及注入门的状态(开放)(开放)(开放)。该过程的目标参数是纤维体积分数,壁厚,壁厚,用树脂和过程持续时间填充纤维体积分数的大小和均匀性。对所获得的结果的比较分析使您有可能确定最有希望的过程模式,并确定消除不良情况的方法,从而使制成的复合结构的质量恶化。通过将其应用于薄壁飞机结构的成型过程所证明的开发仿真工具的能力,允许人们合理选择过程控制策略以获得最佳可实现的质量目标。

未来工厂 - 麦肯锡
这些先进技术的前景正在迅速变化,但尚未得到很好的规划。通过对制造业经理和专家进行广泛采访,我们列出了本十年最有可能产生影响的 25 项技术。其中,增材制造 (AM,通常称为 3D 打印) 和金属注射成型 (MiM) 最有可能带来跨行业颠覆。金属注射成型现已准备好被广泛采用,而对于大多数公司来说,增材制造的临界点仍需五到十年才能实现全面生产。