XiaoMi-AI文件搜索系统
World File Search SystemThermoplastic

热塑性技术
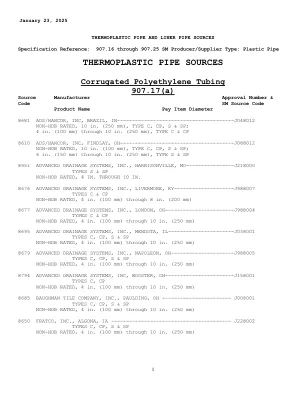
• 在此方法中,流体状态(熔融)的聚合物材料在压力下通过封闭的模具填充,并在冷却过程后取出产品。 通过改变条件,它可以用于热塑性塑料、热固性塑料、弹性体和复合材料。 该过程通过使用称为注射机的仪器来执行。 • 该机器由五个单元组成,包括:注射系统、液压系统、模具系统、驱动系统和控制系统。 • 注射系统 >>> 进料斗、料斗和螺杆(或活塞) • 液压系统 >>> 蜗轮旋转,通过推动系统关闭模具,并提供保持模具处于压力下所需的动力 • 模具系统 >>> 包含连接元件和零件、冷却设备、模具空间和注射孔。 • 推动系统 >>> 打开/关闭模具并承载模具的移动元件。 • 控制系统 >>> 控制和调整温度、压力、注射速率、螺杆位置和旋转速率等工艺参数。
热塑性管道来源
8951 ADVANCED DRAINAGE SYSTEMS, INC.,密苏里州哈里森维尔----------------J218001(S 型和 SP 型)12 英寸至 48 英寸(C 型和 CP 型)4 英寸至 24 英寸 8676 ADVANCED DRAINAGE SYSTEMS, INC.,肯塔基州利弗莫尔--------------------J988011 C、CP、S 和 SP 型非 HDB 级,12 英寸(300 毫米)至 30 英寸(750 毫米) 8677 ADVANCED DRAINAGE SYSTEMS, INC.,俄亥俄州伦敦-----------------------J988008 C、CP、S 和 SP 型非 HDB 级,12 英寸(300 毫米)至 36 英寸(900 毫米) 8695 ADVANCED排水系统公司,门多塔,伊利诺斯州-------------------J038002 C 型和 CP 型,非 HDB 级,12 英寸 (300 毫米) 至 18 英寸 (450 毫米),S 型和 SP 型,非 HDB 级,12 英寸 (300 毫米) 至 42 英寸 (1067 毫米) 8679 先进排水系统公司,拿破仑,俄亥俄州---------------------J988009 C 型,CP 型,非 HDB 级,12 英寸 (300 毫米) 8794 先进排水系统公司,伍斯特,俄亥俄州----------------------J158002 C 型和 CP 型,S 型和 SP 型,非 HDB 级,12 英寸 (300 毫米) 至24 英寸 (600 毫米) S 型和 SP 型非 HDB 级,30 英寸 (750 毫米) 8685 BAUGHMAN TILE COMPANY, INC, PAULDING, OH-----------------------------------------J008002 C 型、CP 型、S 型和 SP 型非 HDB 级,12 英寸 (300 毫米) 至 36 英寸 (900 毫米) 8650 FRATCO, INC., ALGONA, IA -----------------------------------------J228002 C 型、CP 型、S 型和 SP 型非 HDB 级,12 英寸 (300 毫米) 至 48 英寸 (1200 毫米) 8645 HAVILAND DRAINAGE COMPANY, HAVILAND, OH------------------------------J988002 S 型和 SP 型非 HDB 级, 12 英寸 (300 毫米) 至 48 英寸 (1200 毫米) C 型非 HDB 额定,12 英寸 (300 毫米) 至 24 英寸 (600 毫米) CP 型非 HDB 额定,12 英寸 (300 毫米) 至 18 英寸 (450 毫米) 8760 JM EAGLE, WHARTON, TX--------------------------------------------J118002 C 型和 CP 型,非 HDB 额定,12 英寸 (300 毫米) 至 24 英寸 (600 毫米) S 型和 SP 型,非 HDB 额定,12 英寸 (300 毫米) 至 36 英寸 (900 毫米) PPLP08897 LANE ENTERPRISES, LLC, SHIPPENSBURG, PA------------------------------J258000 类型C、CP、S 和 SP 非 HDB 级,12 英寸(300 毫米)至 48 英寸(1200 毫米)

热塑性复合材料解决方案
在离心泵中,磨损材料充当旋转部件和传统金属固定部件之间的缓冲。为避免磨损和可能的设备卡住,动态金属间隙设置为行业标准的最小值。非金属磨损部件(例如由 Greene、Tweed 的热塑性复合材料制造的部件)可实现较小的动态间隙。较小的动态间隙有两个明显的优势。首先,减小的间隙限制了工艺介质的再循环,从而提高了系统效率。其次,减小的间隙会增加轴周围的流体压力,从而使轴稳定并减少系统振动。

颗粒增强热塑性淀粉
通讯作者:ocheiemekastephen@nbrri.gov.ng,+23408060094881提交日期:25/02/2024接受日期:26/04/2024日期发布日期:16/05/2024摘要:这项研究调查了生物重新构成的生物置换的开发。环境危害。这些危害包括但不限于污水阻塞和海洋环境中对水生生物的危险造成的洪水。溶液铸造方法用于将不均匀的高岭石粘土纳米粒子与蒸馏水,淀粉,稀乙酸和硝酸混合在一起,以产生不同的热塑性淀粉(TPS)/粘土复合物的不同组成,其粘土材料与2.5 wt至10 wt的粘土。使用X射线衍射(XRD)对复合材料进行表征,并确定了机械和吸水性能。结果表明,与对照相比,与对照相比,抗拉力强度(0.72 MPa),弯曲强度提高了5倍(3.34 MPa),硬度增加了2倍(23.56 HVN),并降低了3倍(6.63%)。此外,10 wt。%粘土含量复合材料显示出最高的机械性能。列出的特性的显着改善归因于结晶度的降低以及热塑性淀粉和纳米粘膜之间新化学键的形成。观察到,如果采用同步机器搅拌器(例如挤出机),则可以进一步增强复合材料的性能。

掺杂热塑性纳米复合材料作为添加剂
Pawan Verma、Jabir Ubaid、Kartik M Varadarajan、Brian L Wardle 和 S. Kumar* Pawan Verma 博士,德克萨斯 A&M 大学 Artie McFerrin 化学工程系,德克萨斯州大学城,77840,美国。 Jabir Ubaid 博士、S. Kumar 教授 英国格拉斯哥大学詹姆斯·瓦特工程学院,格拉斯哥,G12 8LT 电子邮件*:s.kumar@eng.oxon.org Kartik M. Varadarajan 教授 美国马萨诸塞州波士顿麻省总医院骨科外科,邮编 02114 Brian L. Wardle 教授 美国马萨诸塞州剑桥麻省理工学院航空航天系,邮编 02139 美国马萨诸塞州剑桥麻省理工学院机械工程系,邮编 02139 关键词:熔融共混、增材制造、压阻、自感应、矫形支架 摘要

热塑性复合材料的虚拟测试
关键词:虚拟测试、热塑性复合材料、界面、机身、虚拟工艺链 摘要 本文总结了在工业环境中实施虚拟测试方法,通过传统物理测试金字塔的不同尺度来预测复合材料的机械行为。强大的虚拟测试实验室可以生成虚拟的允许值,而先进的界面模型可以确保对关键界面进行精确模拟,直至结构级别。在热塑性正交网格机身外壳的开发过程中,已经应用了混合模拟-物理测试方法,这些方法可以支持传统的快速定型和高保真分析方法,并将通过虚拟工艺链与制造工艺相结合,用于开发下一代飞机的热塑性机身。1.简介 随着可用计算能力和先进建模技术的最新增长,使用高效的模拟工具有可能为航空航天工业带来经济优势 [1]。然而,纤维增强复合材料在飞机设计中的应用日益广泛,这给航空工程师带来了新的挑战,因为制造过程中引入了高度复杂的失效机制和不确定性。再加上认证要求以证明损坏、温度和其他环境条件的影响,完全依赖大规模数值模型变得难以管理 [2]。为了缓解这一挑战,我们决定开发一种混合模拟-物理测试策略,该策略可以支持传统的快速定型和高保真分析方法。传统上,在传统测试金字塔的底端,通过试样测试材料行为。这些试样构成了飞机结构的传统设计和认证方法的基本构建块。然而,设计允许值的可用性在设计早期通常受到限制,并且对物理测试的依赖使得很难对新的结构概念产生信心。这可以通过混合实验和数值方法 [3] 来解决,该方法依赖于自下而上的方法,以便通过测试金字塔的更高级别准确预测相应的故障模式。该策略的部署已被证明可以成功用于极端载荷情况下的飞机结构材料选择,在这种情况下,了解复合材料的复杂失效模式至关重要 [4]。