XiaoMi-AI文件搜索系统
World File Search System公差
齿轮箱模拟的光学测量 - BalzerF
传统工厂如果不进行额外的物理系统测试,就无法回答其中的大部分问题,这会带来风险和昂贵的物理开发。它还会促使公差收紧,从而增加成本而不一定能解决问题。
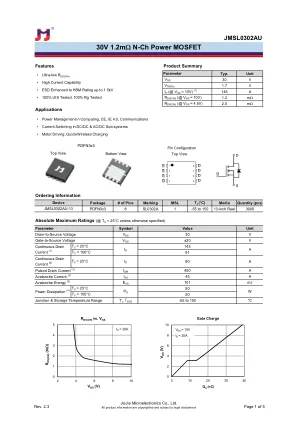
30V 1.2mΩ N 沟道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位(角度以度为单位)。3. 尺寸 D1 和 E1 不包括模具飞边突起或浇口毛刺。
海军水面作战中心达尔格伦分部 - 海军引信...
– 原理图设计和仿真 – 印刷电路板 (PCB) 布局 – 几何尺寸和公差认证 – 全尺寸建模 – J-STD-001 焊接认证 – IPC-A-610 检验认证 – 爆炸物处理认证 展示能力
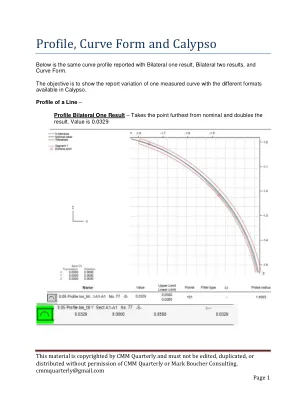
轮廓、曲线形式和卡里普索
轮廓和 SPC - 曲线上的轮廓不应指定 CPK 要求。没有质心或 X、Y、Z 位置作为目标。使用图形将曲线的位置定位到标称曲线轮廓。结论 - Calypso 中的轮廓符合 ANSI 和 ISO 标准。曲线轮廓的任何偏差都将显示在图形上。您必须根据图形进行调整。CP 和 CPK 不是 GD&T 轮廓的有效过程约束。曲线形式将为您提供曲线的形式,但不会准确报告曲线在 GD&T 轮廓方面的位置或可接受性。如上例所示,曲线形式为 0.050(+/- 0.025)公差的 0.0228。该形式使用接近轮廓公差的 ½,应在调整曲线以满足轮廓标注之前解决。
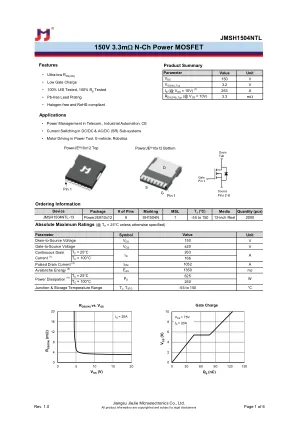
150V 3.3mΩ N 沟道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位。3. 尺寸不包括毛刺或模具毛边。模具毛边或毛刺不超过 0.150 毫米。
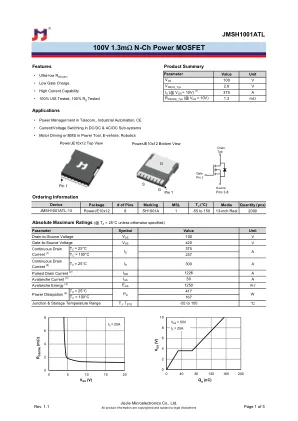
100V 1.3mΩ N 沟道功率 MOSFET
注:1. 尺寸和公差符合 ASME Y14.5M, 1994 标准。2. 所有尺寸以毫米为单位。3. 尺寸不包括毛刺或模具毛边。模具毛边或毛刺不超过 0.150 毫米。
非测量 - ASSIST-QuickSearch
3.1 资质。根据本规范提供的处理过的载体应是经过资质认定企业授权在合同授予前列入适用的合格产品清单的产品(见 4.2 和 6.3)。3.2 材料。处理过的载体应采用适当的材料并按照适当的工艺制成,以确保符合本规范的所有要求。处理过的载体不得对人员健康产生不利影响(见 4.2.1 和 6.3.4)。3.3 构造。本规范涵盖的包装材料应由中性 pH 载体组成,该载体以涂层或浸渍形式用挥发性腐蚀抑制剂 (VCI) 处理。3.4 材料形式。处理过的载体应按照合同或交货单的规定以卷或平切片形式提供(见 6.2)。3.4.1 卷。除非另有规定(见 6.2),卷材宽度应为 36 英寸,公差为正 1/4 英寸和负 1/8 英寸。卷材长度不得少于 200 码(见 4.3.2.3)。材料应均匀卷绕在卷筒上,并应加以约束以防止卷筒松开(见 4.3.2.2)。3.4.2 实用卷材。除非另有规定(见 6.2),实用卷材宽度应为 18 英寸,公差为正 1/4 英寸和负 1/8 英寸。卷材长度应为 10 码,公差为正 6 英寸(见 4.3.2.3)。3.4.3 片材。除非另有规定(见 6.2),平切片材应为 24 英寸

WES 计量学中的挑战和解决方案 - BalzerF
传统工厂如果不进行额外的物理系统测试,就无法回答这些问题中的大多数,这会带来风险和昂贵的物理开发。它还会促使公差收紧,从而增加成本,而不一定能解决问题。
变速箱仿真的光学测量 - BalzerF
传统工厂如果不进行额外的物理系统测试,就无法回答这些问题中的大多数,这会带来风险和昂贵的物理开发。它还会促使公差收紧,从而增加成本,而不一定能解决问题。
机械及航天工程师 (MAE)
MAE 517 产品、系统和流程的先进精密制造(3 个学分)这是一门针对研究生和本科生设计的研究生课程。本课程研究产品、制造机器、流程和仪器的精度问题。现代制造技术在产品尺寸、材料、能量形式、理论和信息类型方面具有多样性,但其成功的关键在于精度管理。本课程讨论了对现有精密制造和未来亚微米/纳米技术至关重要的问题。重要主题包括基本机械精度;制造系统和流程;几何尺寸和公差;工艺规划、公差图表和统计过程控制;精度、重复性和分辨率的原理;误差评估和校准;误差预算;逆转原理;接头设计和刚度考虑;精密传感和控制;精密激光材料加工。