XiaoMi-AI文件搜索系统
World File Search System手柄

JC6000 多轴操纵杆控制器 - Wimesure
JC6000 坚固的操纵杆控制器专为非公路车辆和其他人机界面中要求严格的操作员控制应用而设计,这些应用注重强度、可靠性和手柄功能。该操纵杆有单轴或双轴配置,可配备非接触式霍尔效应传感器或长寿命电位器轨道。JC6000 体积小、杠杆强度高、比例控制出色,非常适合包括起重机、装载机、挖掘机、检修平台、拖拉机和收割机等各种非公路车辆的操作员控制应用。
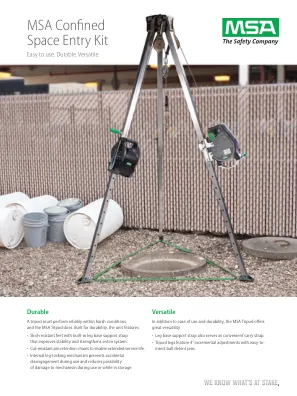
MSA 密闭空间进入套件
MSA 绞盘坚固耐用、用途广泛且经济实惠,适用于在狭小空间内提升、降低和定位人员和材料。MSA 绞盘的最大载重量为 400 磅(181 千克),最大载重量为 620 磅(281 千克)(设计系数为 20:1),采用坚固的热塑性外壳,确保在最恶劣的环境中也能发挥高性能。绞盘提供符合人体工程学的一体式提手和独特的可折叠手柄,便于存放。正在申请专利的支架设计可实现轻松、快速的组装。


Gates MobileCrimp® 4-20 安全与操作手册(数字表盘)
1. 打开纸箱。• 从运输纸箱中取出压接器、压板 (1)、尼龙覆盖软管组件 (1)、资料封套 (1)、支架 (2 件)、磁铁 (1)、.05 内六角扳手 (1) 和 Molykote 润滑剂 (1)。在气缸顶部前部找到分配给压接器的序列号,并记录在第一页以供将来参考。2. 将压接器安装到支架上。• 将压接器放在平坦、支撑良好的表面上(例如工作台顶部或服务车辆的车厢),手柄朝右。

创新 • 紧凑 • 坚固
这项技术与 NOVO Professional Touch 软件相结合,使 NOVO DR 成为第一家仅使用一个探测器即可提供支持整个厚度范围 ISO 17636-2 B 级要求的 DR 系统的公司!• 75μm 像素大小 • 支持从 1mm 以下到 50mm 以上的钢材的 ISO 17636-2 B 级要求 • 由于噪音极低,所需的平均数(帧积分)减少 • 死区最小 - 有效区域从探测器底部开始为 3mm • 可快速拆卸、充电电池 • 无线和有线操作 • 可拆卸手柄
Android Studio指南
第二个Android设备与团队驱动程序坐在一起,并连接了一个或两个游戏手柄。该第二个设备称为驱动程序站。驱动程序站就像一个遥控器,您可能可以用来控制电视。驱动程序站允许团队远程通信(使用安全的无线连接)与机器人控制器进行交流,并向机器人控制器发出命令。该驱动程序站由运行驱动程序站应用程序的Android设备组成。大多数团队都使用Rev Robotics驱动器中心,但也支持精选的Android智能手机。
magazine-1120.pdf - 加拿大南方铁路
杰出的轧机工程师。'"jpHE Z Y 导管由坚固的铸铁外壳组成,外壳内装有组合式快速开关和保险丝盒。开关是外部操作的,其手柄与门闩互锁,因此当开关处于“开”的位置时,门闩无法打开。要打开门,必须将开关转到“关”的位置,断开保险丝,这使得保险丝更换完全安全。Z Y 导管可承受最粗暴的使用;不能意外操作,并且设计成水不会渗入其中,也不会在载流部件上积聚棉绒或灰尘。索取 Crouse-Hinds 目录。
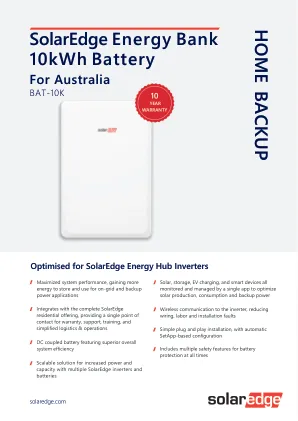
Solaredge Energy Bank 10kWh电池
(1)有关保修详细信息,请参阅Solaredge Limited Solaredge家用电池保修(2)支持逆变器FW(3)带有多个Solaredge Energy Bank电池的装置,需要每电池一对分支连接器(DC +和DC-),每个电池不包括最后一个电池。应分别购买分支连接器(4)壁挂安装需要应确定购买的手柄。请参阅下面的配件的PN表(5)单独购买地板支架。每个Solaredge能源库电池需要一个地板支架。请参阅下面的配件的PN表

MU-S600V - 5 轴立式加工中心
X、Y、Z、B、C、5轴控制、主轴控制:1轴 OSP全范围绝对位置反馈(无需原点返回) 机械坐标系(1套)、工件坐标系(20套) 8位小数、±99999.999~0.001mm、0.001˚ 小数:1µm、10µm、1mm(0.0001,1英寸)(1˚、0.01˚、0.001˚) 倍率:0~200% 直接主轴转速指令倍率30~300%、多点分度 注册刀具数:最多999套、刀具长度/半径补偿:每个刀具3套 15英寸彩色LCD+多点触摸面板操作 自动诊断和显示程序、操作、机械和NC系统故障 程序存储容量: 4 GB;操作备份容量:2 MB 程序管理、编辑、多任务、计划程序、固定循环、G/M 代码宏、算术、逻辑语句、数学函数、变量、分支命令、坐标计算、面积计算、坐标转换、编程帮助、夹具偏移 应用程序以图形方式可视化和数字化车间所需的信息 高度可靠的触摸屏,适合车间使用。一键访问套件应用程序。 “单一模式操作”完成一系列操作 高级操作面板/图形促进流畅的机器控制 MDI、手动(快速移动、手动切削进给、脉冲手柄)、负载计、操作帮助、报警帮助、顺序返回、手动中断/自动返回、脉冲手柄重叠、参数 I/O、PLC 监视器、对准补偿 机器
AI-接线系统 vol.6
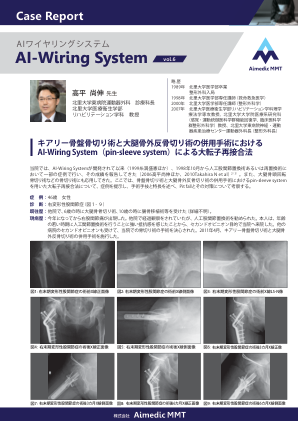
将股骨外翻截骨术中获得的楔形骨块移植到大转子下方(图10),在检查臀中肌张力的同时将曾经分离的大转子复位,并用抓骨钳将其夹住(图11)。使用线缆穿过器将 AI 线缆插入小转子下方(图 12)。将克氏针放置在骨外侧、针套插入方向的前部或后部,并测量适当的拟定针套尺寸(图 13)。将针套固定在距夹持部约 1 cm 处的 Jacobs 卡盘上,将针套从大转子插入,同时避免 JMM 角板来回移动,穿透至对侧皮质(图 14)。当套管插入直至接触大转子时,将套管正上方凹口处的销钉折断,并将电缆穿过套管(图 15)。将电缆连接到张紧器上,将滑动部分推到尽可能远的位置,然后拉动两端施加张力,使套管位于张紧器的中央(图 16)。最后,将销钉推入大转子,并以负载刻度为参考,顺时针旋转张紧器手柄以增加张力。一旦确认电缆已足够绷紧且大转子已牢固固定,则使用压接钳压接套管以将电缆固定到位(图 17)。松开张紧器手柄,拆下电缆,然后用专用电缆剪将电缆尽可能靠近套管剪断(图18)。如果有必要的话,可以在透视下检查。