XiaoMi-AI文件搜索系统
World File Search System挤出
DNA指纹识别是识别特定个体
1。通过使用清洁剂通过施加大量压力来“挤出” DNA,将所讨论的DNA与核中其余的细胞材料分离出来。2。使用一种或多种限制性酶将DNA切成几个不同大小的部分。3。通过“大小分馏”对DNA片进行排序,是通过凝胶电泳来完成的。(将DNA倒入凝胶中,例如琼脂糖,并向凝胶施加电荷,底部的正电荷在顶部的负电荷。由于DNA的电荷略有负电荷,因此DNA的部分将被吸引到凝胶底部。但是,较小的碎片将能够比较大的碎片更快,从而向下移动。因此,不同尺寸的DNA将按大小分开,较小的碎片向底部和较大的碎片朝上。 )


三菱化学先进材料株式会社 - MCAM
本注册证书确认三菱化学先进材料有限公司中央职能部门 1705 N 48th Street Mesa, Arizona 85205 美国已注册为符合 ISO 9001:2015 和 AS9100D 的多站点质量管理体系。审核是根据 SAE AS9104/1:2012-01 的要求进行的。PRI Registrar SM 已获得 ICOP 计划认可。注册范围:总体范围:MCAM 是一家制造服务公司。我们服务的市场包括航空航天、医疗、半导体和其他市场。我们的能力包括碳纤维加工、复合、成型、挤出、机械加工、制造、装配和检验。我们提供材料解决方案、工程支持、库存形状、近净形状、精密部件和组件。


拉伸片材上热场和磁场下的驻点流 * 1 Yahaya Shagaiya Daniel、2 Aliyu Usman、2 Umaru Haruna 1 部门
拉伸片材上具有热场和磁场的驻点流* 1 Yahaya Shagaiya Daniel、2 Aliyu Usman、2 Umaru Haruna 1 尼日利亚卡杜纳州立大学理学院数学科学系。 2 马卡菲谢胡伊德里斯健康科学与技术学院生物医学工程技术系。 *通讯作者电子邮箱地址:Shagaiya12@gmail.com 摘要 本研究旨在检验热辐射和磁场对拉伸片材二维驻点流的影响。通过相似变换法将控制方程转化为非线性常微分方程组,然后利用隐式有限差分方案进行数值求解。驻点参数值越高,速度分布越增大,磁场则相反。温度分布是辐射能量的增函数。 关键词:热辐射、磁场、驻点流、拉伸片材。引言考虑到流动对介质的冲击会在表面周围形成一个驻点 (Hayat 等人,2020)。流动离开介质的消失会在尾随表面上产生另一个驻点 (Khan 等人,2020)。不可压缩粘性流体在拉伸片材上的流动和传热已在工业领域的许多过程中得到研究:聚合物的机械化挤出、金属板的冷却、塑料片材的空气动力挤出等 (Daniel 等人,2017a;Khashi'ie 等人,2020;Nandepnavar 等人,2021;Daniel 等人 2017b;Nadeem 等人 2020;Daniel 等人 2019a;Ghasemi & Hatami,2021 和 Daniel 等人,2019b)。 MHD 在拉伸板上的停滞流至关重要,因为它可应用于多种工程挑战,例如金属铸造厂的快速喷雾冷却和淬火、紧急核心冷却系统、微电子冷却、熔融纺丝工艺中的聚合物挤出、玻璃制造和原油净化 (Oyelakin et al., 2020; Anuar et al., 2020; Daniel, 2015; Nasir et al., 2020; Daniel and Daniel, 2015 and Lund et al., 2020)。当科学过程在高热能下进行时,例如金属或玻璃板的冷却,热辐射影响开始显示出不容忽视的重要作用 (Daniel et al., 2017c; Zainal et al., 2021 and Chaudhary et al., 2021)。许多研究人员已经讨论了不可压缩粘性流体的 MHD 流动和传热问题,包括文献(Maqbool 2020;Daniel 等人,2017;Hussain 等人,2020;Daniel 等人,2018;Afify 等人 2020 和 Daniel 2016)等。在目前的研究中,对共轭传导-对流和辐射传热问题进行了新的驻点流和能量转换研究。磁场用于控制和操纵流动行为,以提高热导率和传热性能。对流辐射传热模型
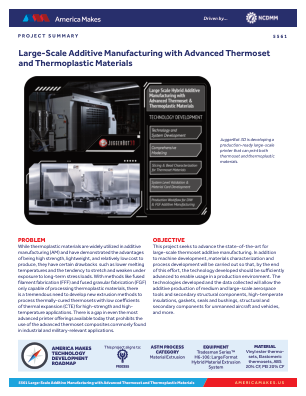
采用先进热固性和热塑性材料进行大规模增材制造
问题虽然热塑性材料广泛应用于增材制造 (AM),并已显示出强度高、重量轻和生产成本相对较低等优势,但它们也具有某些缺点,例如熔化温度较低以及在长期应力负荷下容易拉伸和变弱。由于熔丝制造 (FFF) 和熔粒制造 (FGF) 等方法只能处理热塑性材料,因此迫切需要开发新的挤出方法来处理具有低热膨胀系数 (CTE) 的热固化热固性材料,以用于高强度和高温应用。即使是当今最先进的打印机产品也存在差距,禁止使用工业和军事相关应用中常见的高级热固性复合材料。
万维网 .C A R BON-CORE .COM
蜂窝可以用许多不同的材料构成。最常见的制造方法是将平板材料与偏移的粘合剂粘合在一起,然后将其膨胀以打开单元。这种技术通常用于用纸或铝制品制造蜂窝。相反,蜂窝可以用热塑性材料构成,方法是将型材通过模具挤出,然后通过热熔将它们连接起来形成大块,从而无需使用粘合剂。无论使用哪种方法,都可以像泡沫或端粒轻木一样从大块蜂窝中切割出板材。但是,从挤压型材上切下的板材在芯的纵向和横向上具有与粘合和膨胀蜂窝不同的机械性能。挤压蜂窝,例如碳芯塑料蜂窝,在任一轴上具有相同的特性。

弥合差距:用于 3D 打印的自动稳定脚手架
我们的桥梁有两层厚,两根线宽,两根线之间有很小的间距(0.4 毫米)。为了以相对较高的速度(60 毫米/秒)打印桥梁,我们在打印水平桥梁段(0.1 毫米的细丝)之前强制挤出少量塑料。我们的桥梁设计为快速打印,这会对其外观产生负面影响 - 特别是,第一根打印的线经常下垂。然而,这对桥梁顶部的质量影响不大,如图 3 所示。虽然本文中显示的所有结果都是在 Makerbot Replicator 1 上使用 ABS 塑料打印的,但我们也使用相同的参数在 Ultimaker 2 上使用 PLA 塑料成功测试了我们的桥梁。我们的脚手架算法与用于打印桥梁的确切几何形状无关。