XiaoMi-AI文件搜索系统
World File Search System硬化剂
Araldite® DBF 100 重量 Aradur® HY 2967 35 重量 - VIBA
加工和储存(指导值) 混合 称量(按重量或体积)Araldite 树脂和硬化剂。 将硬化剂添加到 Araldite 树脂中;确保将所需量的硬化剂转移到树脂中。 充分搅拌直至混合完成。 混合过程中的空气夹带会导致固化树脂中出现孔隙。 在真空下或计量混合机中混合是防止空气夹带的最有效方法。 或者,可以在真空室中对静态树脂 - 硬化剂混合物进行脱气——允许至少 200% 的空隙以使泡沫膨胀。 固化 混合树脂和硬化剂引起的化学反应会产生放热。 达到的峰值温度由起始温度和铸件的大小和形状决定。 未填充的树脂系统仅适用于制造重量不超过约 500 克的铸件。 生产大型铸件时,应添加矿物填料来散热并抑制放热反应。生产非常小的铸件或薄层时,放热反应非常少,因为产生的热量会迅速消散。因此固化会延迟,铸件表面可能仍然发粘。在这种情况下,应使用 40°C – 60°C 的红外加热器或烤箱进行完全固化。铸造厚部件时,需要特别小心,避免放热温度过度上升。除非对按照特定设计制造的铸件进行初步试验,并在指定的模具中不会产生不可接受的放热效应,否则不应使用短时间高温固化程序。要确定交联是否已完成以及最终性能是否最佳,必须对实际物体进行相关测量或测量玻璃化转变温度。客户制造过程中的凝胶和固化周期不同,可能导致交联程度不同,从而导致不同的玻璃化转变温度。储存条件将组件存放在室温干燥处,密封在原装容器中。在这些条件下,保质期将与标签上注明的有效期相对应。在此日期之后,产品只能在重新分析后进行处理。部分空的容器应在使用后立即盖紧。有关废物处理和火灾时分解的危险产物的信息,请参阅这些特定产品的材料安全数据表 (MSDS)。
epotec ydc 6015 / th 7652 P1 / tp 01 < / div>
描述EPOTEC YDC 6015-TH7652P1-TP08是适用于电气铸造应用的三个组件环氧树脂系统。它由液体改性的树脂EPOTEC YDC6015,预先加速的液态酸酐硬化剂EPOTEC TH 7652 P1和液体挠性剂,Epotec TP01可以选择地添加,具体取决于组件的类型和尺寸。当适当数量的树脂,硬化剂,弯曲器和填充剂与树脂混合并铸造时,可以实现具有高均匀性的非常好的机械和电性能。该系统还能够表现出对改变高温和低温,机械和电应力的良好耐药性,并且具有出色的尺寸稳定性。建议用于APG和常规真空铸造。应用程序
ARALDITE® 2028-1 结构胶
产品 重量份数 体积份数 组分 A(树脂) 100 100 组分 B(硬化剂) 100 100 应将树脂和硬化剂混合直至形成均匀的混合物。ARALDITE ® 2028-1 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂进行涂抹 胶粘剂的应用 可以手动或自动将树脂/硬化剂混合物涂抹在预处理和干燥的接头表面。Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修胶粘剂分配设备的知名公司。厚度为 0.05 至 0.10 毫米的胶粘剂层通常可使接头具有最大的搭接剪切强度。Huntsman 强调,正确的胶粘剂接头设计对于持久粘合也至关重要。涂抹胶粘剂后,应立即组装接头组件并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护应在粘合剂残留物固化之前清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
ARALDITE® 2028-1 结构胶
产品 重量份数 体积份数 组分 A(树脂) 100 100 组分 B(硬化剂) 100 100 应将树脂和硬化剂混合直至形成均匀的混合物。ARALDITE ® 2028-1 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂进行涂抹 胶粘剂的应用 可以手动或自动将树脂/硬化剂混合物涂抹在预处理和干燥的接头表面。Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修胶粘剂分配设备的知名公司。厚度为 0.05 至 0.10 毫米的胶粘剂层通常可使接头具有最大的搭接剪切强度。Huntsman 强调,正确的胶粘剂接头设计对于持久粘合也至关重要。涂抹胶粘剂后,应立即组装接头组件并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护应在粘合剂残留物固化之前清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。

构建性能和成本效益 - 示例
命名法 亨斯迈先进材料公司商用硬化剂的注册商标为 ARADUR ® ; HYPRO ® ; GABEPRO™ ;和 VERSAMID ® 。商用树脂的注册商标为 ARA ® COOL; ARALDITE ® ; EPALLOY ® ; ERISYS ® ; HYPOX ® ; PHENOXY; TACTIX ® 和 MATRIMID ® 。
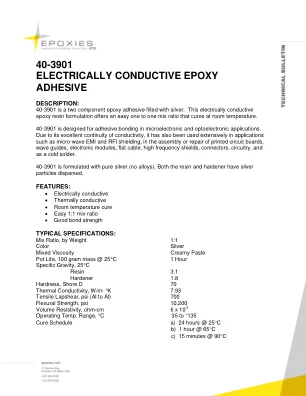
40-3901 导电环氧胶粘剂
储存和处理:40-3901 树脂和硬化剂应储存在原装密封容器中,温度为 25 C。在原装未开封容器中,预期保质期为十二个月。这些产品中填料沉淀是常见现象。使用前轻轻搅拌树脂和硬化剂,确保填料分散均匀。重要提示:EPOXIES, ETC. 不对其产品作出任何明示或暗示的适销性、适用性或其他保证。本手册中的信息基于我们自己研究获得的数据,被认为是可靠的。但是,对于这些数据的准确性、使用这些数据所获得的结果或任何此类使用不会侵犯任何专利,我们不作任何明示或暗示的保证。给出的属性是典型值,不用于制定规范。提供此信息的条件是,接收者应自行测试以确定其是否适合其特定用途。06/19
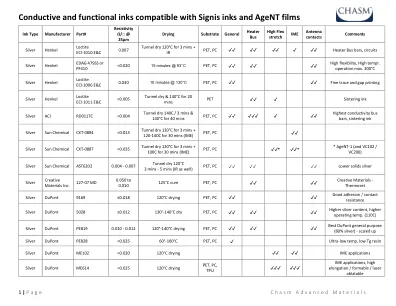
与 Signis 油墨和 AgeNT 薄膜兼容的导电和功能油墨
1. Noriphan XWR 部件号 L68250 加上 10% H 004 硬化剂 + 10% M206 稀释剂,涂抹于 VC102 碳纳米管墨水之上 2. Noriphan HTR-N 093 +15% 稀释剂 M201,涂抹于 XWR 层之上
capcure®3-800固化剂
加工Capcure®3-800固化剂是一种独特的多孔铜环氧硬质硬化剂,当与催化剂一起使用时,即使在薄膜和低温下,也可以非常快速地固化环氧系统。催化剂是Capcure®3-800系统的组成部分。正确选择的催化剂的作用可提供短达4分钟的凝胶时间。GPA-30三级胺是Capcure®3-800系统的最有效催化剂。可以通过将第三胺将三级胺混合到Capcure®3-800固化剂中以产生环氧硬化硬化剂系统来获得一个两部分的环氧系统。在混合过程中,应注意避免引入铁污染。应在避免铁污染的情况下仔细选择催化剂,填充剂,其他添加剂和所使用的设备。与大气中氧有关的铁污染可能会导致某些系统中的皮肤。监管状态TSCA(美国),DSL(加拿大),PICCS(菲律宾),AICS(澳大利亚),ENCS/MITI(日本),IECSC(中国),EINECS(EU)存储
固化剂中添加偶联剂的天然纤维增强环氧树脂复合材料的可持续生产
摘要:木质纤维素天然纤维具有亲水性,而许多复合材料的基质系统具有疏水性。天然纤维增强聚合物 (NFRP) 基质复合材料要获得良好的机械性能,依赖于界面处良好的纤维-基质结合。增强材料通常涂有两亲偶联剂以促进形成坚固的界面。一种新颖的替代方法是在与基础环氧树脂形成化学计量混合物之前,将偶联剂溶解在树脂硬化剂中。在复合材料制造过程中,偶联剂的亲水 (极性) 端迁移到表面 (内部界面) 并与纤维结合。偶联剂的疏水 (非极性) 端仍嵌入混合树脂中。复合材料样品的机械测试表明,直接添加到基质中的硅烷可产生具有增强纵向性能的 NFRP 复合材料。由于不再需要预处理纤维涂层,新技术具有经济(缩短了处理时间)、环境(消除了受污染的溶剂)和社会(减少工人接触化学蒸汽)等好处。关键词:偶联剂;环氧树脂;硬化剂;界面;天然纤维 1. 介绍
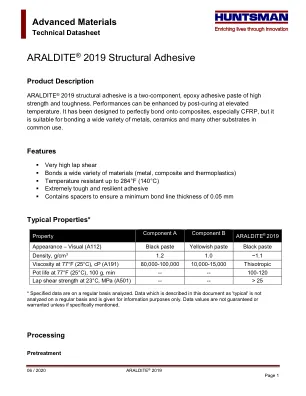
ARALDITE® 2019 结构胶
树脂和硬化剂应充分混合,直至形成均匀的混合物。ARALDITE ® 2019 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型粘合剂涂抹。粘合剂的应用用抹刀将树脂/硬化剂混合物涂抹在预处理过的干燥接头表面。0.05 至 0.10 毫米厚的粘合剂层通常可使接头获得最大的搭接剪切强度。如果可能,应在两种基材上都涂抹粘合剂,并且在涂抹粘合剂后立即组装和夹紧接头组件。对于粘合线厚度低于 0.5 毫米的粘合剂,必须在涂抹粘合剂后 60 分钟内组装组件,对于粘合线厚度较大的粘合剂,必须在涂抹粘合剂后 30 分钟内组装组件。整个接头区域的均匀接触压力将确保最佳固化。机械加工专业公司已经开发出计量、混合和摊铺设备,可实现粘合剂的批量加工。我们很乐意为客户提供建议,帮助他们选择适合其特定需求的设备。设备维护所有工具都应在粘合剂残留物固化之前进行清洁。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。