XiaoMi-AI文件搜索系统
World File Search System薄壁
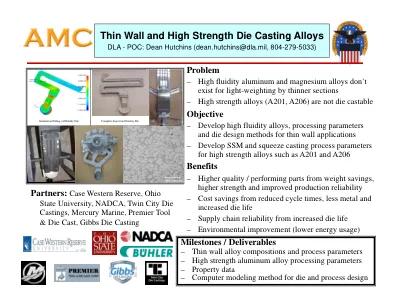
薄壁高强度压铸合金
问题 – 高流动性铝合金和镁合金无法通过减小截面实现轻量化 – 高强度合金(A201、A206)无法压铸 目标 – 开发用于薄壁应用的高流动性合金、加工参数和模具设计方法 – 开发用于高强度合金(如 A201 和 A206)的 SSM 和挤压铸造工艺参数 优势 – 通过减轻重量、提高强度和提高生产可靠性实现更高质量/性能的部件 – 通过缩短周期时间、减少金属用量和增加模具寿命实现成本节约 – 通过增加模具寿命实现供应链可靠性 – 环境改善(降低能耗) 里程碑/可交付成果 – 薄壁合金成分和工艺参数 – 高强度铝合金加工参数 – 属性数据 – 模具和工艺设计的计算机建模方法
Timken 微型和薄壁轴承目录
• 除非 Timken 另有指示,否则产品应保存在原包装中,直到准备投入使用为止。• 请勿移除或更改包装上的任何标签或模板标记。• 产品应以适当的方式存放,以免包装被刺穿、压碎或以其他方式损坏。• 产品从包装中取出后,应尽快投入使用。• 从散装容器中取出非单独包装的产品时,应在取出产品后立即重新密封容器。• 请勿使用已超过 Timken 保质期指南声明中定义的保质期的产品。• 存储区域温度应保持在 0º C (32º F) 至 40º C (104º F) 之间;应尽量减少温度波动。• 相对湿度应保持在 60% 以下,且表面应保持干燥。

薄壁飞机高速加工的实施...
摘要:高速铣削是目前航空工业,特别是铝合金工业的重要技术之一。高速铣削与其他铣削技术的区别在于它可以选择切削参数——切层深度、进给量和切削速度,以同时保证高质量的加工表面精度和高的加工效率,从而缩短整体部件的制造过程。通过实施高速铣削技术,可以从全量的原材料中制造出非常复杂的整体薄壁航空部件。目前,飞机结构设计主要由整体件组成,这些整体件是通过在生产过程中使用焊接或铆接技术将零部件连接起来而制成的,例如肋骨、纵梁、大梁、框架、机身盖和机翼等部件都可以归类为整体件。这些部件在铣削后组装成更大的组件。所用处理的主要目的除了确保功能标准外,还在于获得最佳的强度与结构重量比。使用高铣削速度可以通过减少加工时间来经济地制造整体部件,但它也可以提高加工表面的质量。这是因为高切削速度下的切削力明显较低。
Timken 微型和薄壁轴承目录
铁姆肯公司建议对其成品(轴承、部件和组件,以下称为“产品”)遵循以下存储指南:• 除非铁姆肯公司另有指示,否则产品应保存在原包装中,直到准备投入使用为止。• 请勿移除或更改包装上的任何标签或模板标记。• 产品应以不会刺穿、挤压或以其他方式损坏包装的方式存储。• 产品从包装中取出后,应尽快投入使用。• 从散装容器中取出非单独包装的产品时,应在取出产品后立即重新密封容器。• 请勿使用已超过铁姆肯公司保质期指南声明中定义的保质期的产品。• 存储区域的温度应保持在 0º C (32º F) 和 40º C (104º F) 之间;温度波动应尽量减少。• 相对湿度应保持在 60% 以下,表面应保持干燥。

薄壁件焊接接头的静态和疲劳分析...
实体单元 ................................................................................................................................................ 46 9.2 边界条件 .............................................................................................................................................. 48 9.3 网格收敛 .............................................................................................................................................. 50 9.4 后处理 ................................................................................................................................................ 50 9.5 结果标称应力方法 ............................................................................................................................. 51

Ti-6Al-4V多层薄壁激光直接沉积过程中应力场的时空演化
摘要:本研究旨在通过理论和实验研究来扩展对 3.2 mm 厚 Ti-6Al-4V 合金多层壁直接激光沉积 (DLD) 过程中应力场演变的理解水平。工艺条件接近于通过 DLD 方法生产大尺寸结构的条件,因此样品具有相同的热历史。开发了一种基于隐式有限元法的模拟程序,用于应力场演变的理论研究。通过使用实验获得的 DLD 处理的 Ti-6Al-4V 合金的温度相关力学性能,模拟的准确性显著提高。通过中子衍射实验测量了堆积中的残余应力场。使用平面应力方法和力-动量平衡确定了对测量应力具有决定性的无应力晶格参数。分析讨论了残余应力场不均匀性对实验测量精度和模拟过程有效性的影响。基于数值结果发现,全厚度应力分布的不均匀性在中心横截面达到最大值,而在堆积端部,应力分布几乎均匀。靠近基体的堆积端部主应力分量为拉应力。此外,计算出的等效塑性应变在堆积端部附近达到5.9%,此处沉积层已完成,而塑性应变实际上等于实验测量的DLD加工合金的延展性,即6.2%。通过力-动量平衡和平面应力方法获得的实验测得的残余应力略有不同。

薄壁产品激光定向能增材制造中基体结构对残余应力影响的数值研究
摘要:提出一种基于制造约束和基体设计的激光定向能量沉积增材制造(DED AM)产品残余应力控制新方法。残余应力的模拟结果与实验测量数据进行了验证。结果表明,减弱基体上的约束可以大大降低激光DED AM产品中的残余应力。此外,通过在基体上设计局部减薄区域,如长条形孔或支撑腿,可以进一步降低DED AM产品的残余应力。在本研究中,当基体上设计长条形孔时,拉残余应力降低了28%。当设计结构改为支撑腿时,残余应力更小。拉残余应力降低了30%以上。支撑腿越少,残余应力越小。DED AM产品的残余应力可以通过设计得到很好的控制,同时可以通过减少约束来削弱刚度。

在环境DNA方法中的最新数据分析用于其适用于可持续的薄壁炉管理
使用海洋环境DNA(EDNA)方法进行的越来越多的研究通过帮助和简化评估被剥削的人群和生态系统状况所需的一些劳动密集型传统调查,显示了其在海洋渔业管理中的潜在应用。Edna接近(即 metabarcoding and Targeed)可以通过提供有关物种组成的信息来支持基于生态系统的薄片管理;侵入性,稀有和/或濒危物种的监视;并提供物种丰度的估计。 由于这些潜在用途和保护科学的潜在用途,在过去几年中,在海洋栖息地中应用EDNA方法的研究数量有所扩大。 但是,在应用管道进行数据分析时,整个研究缺乏一致性,这使得结果很难比较它们。 这种缺乏一致性的部分原因是在原始序列数据的管理中知识不足以及允许比较结果的分析方法引起的。 因此,我们在这里审查EDNA数据处理和分析的基本步骤,以获得声音,可重现和可比的结果,从而提供了一组对每个步骤有用的生物信息学工具。 总的来说,本评论介绍了EDNA数据分析的艺术状态,以促进可持续性的盗版管理中的全面应用。Edna接近(即metabarcoding and Targeed)可以通过提供有关物种组成的信息来支持基于生态系统的薄片管理;侵入性,稀有和/或濒危物种的监视;并提供物种丰度的估计。由于这些潜在用途和保护科学的潜在用途,在过去几年中,在海洋栖息地中应用EDNA方法的研究数量有所扩大。但是,在应用管道进行数据分析时,整个研究缺乏一致性,这使得结果很难比较它们。这种缺乏一致性的部分原因是在原始序列数据的管理中知识不足以及允许比较结果的分析方法引起的。因此,我们在这里审查EDNA数据处理和分析的基本步骤,以获得声音,可重现和可比的结果,从而提供了一组对每个步骤有用的生物信息学工具。总的来说,本评论介绍了EDNA数据分析的艺术状态,以促进可持续性的盗版管理中的全面应用。

激光直接金属沉积成形薄壁件温度控制策略研究
参数 值与单位 输出功率 (P) 390 W 送粉速率 ( VF ) 174 mg/s 扫描速度 ( VS ) 5.0 mm/s 激光光束直径 ( d ) 1.0 mm Z 轴增量 ( Z ) 0.29 mm 层数 ( N ) 20 激光吸收率 0.4
增材制造薄壁金属晶格的破碎:双尺度应变局部化分析
建筑结构的响应以多尺度运动学为特征,其复杂关系及其对工程荷载响应的影响仍未完全了解,因此需要进一步研究。更确切地说,缺乏能够提供多尺度数据的实验方法仍然是一个关键问题。本文介绍了对定向能量沉积制造的薄壁拉胀金属晶格进行的压溃试验的实验和数值分析。这项工作重点关注发生在 (a) 晶胞微观尺度和 (b) 对应于均质连续体的宏观尺度上的两尺度应变局部化。感兴趣的结构被定义为 2D 拉胀线框的挤压,并允许应用专门用于识别两个考虑尺度上的运动学的改进的数字图像相关方案。具体而言,通过跟踪晶格交叉的变形来研究微观运动学,而从虚拟晶胞角的运动推导出宏观应变。结果表明,晶格的整体弹塑性响应完全由特定位置的塑性铰链形成所驱动,从而导致特征变形模式,并最终导致相邻晶胞的集体行为。配套有限元计算与实验结果非常吻合,因此能够评估建模假设、晶胞几何形状、应变率和几何缺陷对建筑材料整体响应的影响。