XiaoMi-AI文件搜索系统
World File Search System模具

冶金石墨特种解决方案
连续铸造可以看作是一种热量提取过程。将熔融金属转化为固体金属形状涉及去除过热和凝固潜热。液态金属在模具中凝固,模具是连续铸造设备中最关键和最重要的部件。模具中的热传递是限制最大生产率的主要因素之一。铸造速度越高,传递到模具中的热量就越多,因此从模具到模具的热传递必须增加,以使模具中的形状凝固。

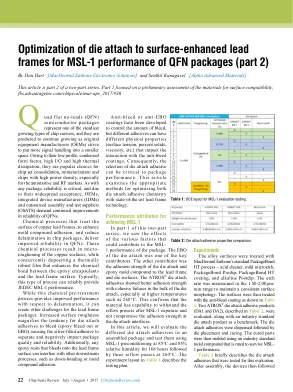
对QFN软件包MSL-1性能的表面增强的铅框架的模具优化(第2部分)
UAD Flat No-Leads(QFN)半导体软件包代表了最稳定的芯片载体类型之一,预计随着原始设备制造商(OEMS)努力将更多的信号处理放入较小的空间中,它们可以继续生长。由于它们的低调,凝结的外形,高I/O和高热量耗散,因此它们是芯片组合固结,微型化和具有高功率密度的芯片的流行选择,尤其是对于汽车和RF市场。与任何软件包一样,可靠性至关重要,并且由于其广泛接受,OEM,集成设备制造商(IDM)以及外包组装和测试供应商(OSAT)的需求继续提高QFN的可靠性。处理铜铅框架表面,增强霉菌复合粘附并减少芯片包装中的分层的化学过程,可提高QFN的可靠性。这些化学过程会导致铜表面的微型粗糙,同时沉积热稳健的膜,从而增强了环氧封装剂与铅框架表面之间的化学键。通常,这种类型的过程可以可靠地提供JEDEC MSL-1性能。虽然这种化学预处理过程在分层方面提供了改进的性能,但它可以为铅框架打包器带来其他挑战。增加表面粗糙度放大了模具的趋势附着在流血(环氧树脂流出或EBO)上,从而导致充满银色的粘合剂,以分离和负面影响包装质量和可靠性。此外,在铅框架表面出血的任何环氧树脂都可以干扰其他下游过程,例如下键或霉菌化合物粘附。

热塑性技术
• 在此方法中,流体状态(熔融)的聚合物材料在压力下通过封闭的模具填充,并在冷却过程后取出产品。 通过改变条件,它可以用于热塑性塑料、热固性塑料、弹性体和复合材料。 该过程通过使用称为注射机的仪器来执行。 • 该机器由五个单元组成,包括:注射系统、液压系统、模具系统、驱动系统和控制系统。 • 注射系统 >>> 进料斗、料斗和螺杆(或活塞) • 液压系统 >>> 蜗轮旋转,通过推动系统关闭模具,并提供保持模具处于压力下所需的动力 • 模具系统 >>> 包含连接元件和零件、冷却设备、模具空间和注射孔。 • 推动系统 >>> 打开/关闭模具并承载模具的移动元件。 • 控制系统 >>> 控制和调整温度、压力、注射速率、螺杆位置和旋转速率等工艺参数。

电阻焊产品
ELKONITE ® 1W3 和 3W3 合金通常用于闪光和对接焊模具镶件,此类模具需要更高的电导性和热导性,并且需要一定程度的延展性。这些材料还用于点焊(作为圆角面电极)低导电性黑色金属,例如不锈钢。ELKONITE ® 5W3 和 TC5 合金通常用于焊接压力不太大的轻型凸焊模具。ELKONITE ® 10W3 合金用于大多数闪光和对接焊模具中的电极和模具镶件以及焊接压力适中的凸焊模具。它还用于轻型电镦锻、电锻模具和缝焊机衬套镶件。ELKONITE ® 30W3 和 TC10 合金适用于压力相对较高的体积凸焊模具。有色金属和低碳钢的电镦锻通常通过使用 ELKONITE ® 材料作为模具面层来完成。大直径线材和棒材的交叉丝焊接是使用 ELKONITE ® 材料完成的。ELKONITE ® 3W53 和 10W53 是可热处理的 ELKONITE ® 材料等级,以完全热处理的状态供应。如果将银钎焊到模具背衬上,则应在钎焊后对此类 ELKONITE ® 材料进行热处理。这些较硬的等级主要用于温度和压力相对较高的电锻和电镦锻模具。

一种定量策略,用于实现模具铸造Mg-Al基合金的高温电导率
据报道,一种定量策略来设计和开发基于MG-AL的合金以实现高热有效性,其中可以引入特定的元素以降低MG矩阵中的Al浓度,并抑制Mg 17 Al 12相形成的形成,通过形成新的金属层间相。基于定量计算,该策略由新型的模具铸造Mg3.2AL4.4LA0.4ND(以wt。%)合金提供,该合金在环境温度下提供了114.3 w/(m∙k)的热电导率为114.3 w/(m∙k),在300°C,比300°C,〜255%的137.5 w/(M∙k)中的热电导率(M。同时,与AE44合金相比,合金还具有优异的环境屈服强度为143.2 MPa,伸长率为8.2%,并且在升高温度下的AE44合金。

下午3:30 |开姆尼茨模具工厂 Zwickauer Straße 145
热管理、能源管理和楼宇自动化可节省高达 30% 的能源成本和二氧化碳排放量。物联网(支持)解决方案和数字平台确保建筑的效率和可持续性。客户可从节省成本、遵守法律要求以及轻松集成(无需昂贵的改造)中获益。 • 取得的里程碑:市场吸引力 • 融资轮次:50 万欧元种子轮 • 发言人:Denny Farkas,公司 5 首席执行官:Onsai GmbH(莱比锡) • 行业:服务业 • 简要说明:Onsai Voice 为

硅光子芯片I/O用于超高带宽和节能的模具连通性
数据中心和高性能计算系统的流量需求在过去十年中成倍增长,这是由于机器学习,大数据分析,尤其是深度学习(DL)基于人工智能(AI)应用程序中数据密集型工作量的泛滥。最近在自然语言处理和内容产生中表明,大型语言模型的巨大潜力进一步加速了技术的进步,而采用了越来越大的更大的DL模型和数据集[1]。持续的趋势引发了巨大的努力,提高了计算硬件的能力,尤其是通过积极的并行性和专业化[2,3],远远超过了基本通信基础设施的进步[4]。因此,将大量数据移动和芯片之间的移动已成为计算性能和能源效率的瓶颈,将这种系统的连续缩放缩放到Exascale [5]。

采用激光粉末床熔化和电弧直接能量沉积技术进行热成型模具的增材制造
摘要:增材技术目前已广泛应用于复杂精密零件的生产,在成型模具的生产方面具有很高的潜力。本文利用电弧直接能量沉积 (WA-DED) 和激光粉末床熔合 (L-PBF) 技术开发和生产了针对增材制造优化的热成型模具。开发了具有 2D 晶格结构的轻质热成型模具的概念,在使用 L-PBF 生产时,每个模具的重量减少了 56%,从 14.2 千克减轻到 6.1 千克。在增材制造过程中,马氏体时效/沉淀硬化钢 17-4PH 被用作传统热作钢的替代品,后者的机械性能略低,但可加工性高得多。通过在工业螺旋压力机上进行锻造试验,确认了所制造模具的可加工性。