XiaoMi-AI文件搜索系统
World File Search System激光焊接

激光焊接工艺的技术开发
在过去的二十年中,激光焊接技术已成为一种被广泛接受的工业工具。如今,它是一种在许多行业中具有广泛应用的工艺。在某些情况下,它提供了以前无法获得的组件制造机会。本论文描述了激光焊接工艺的技术发展,并介绍了许多实验研究的结果。组成论文的七篇论文研究了激光焊接工艺机制的技术发展的各个方面以及工业应用。
激光焊接工艺的技术开发
在过去的二十年中,激光焊接技术已成为一种广泛接受的工业工具。如今,该工艺已在许多行业中得到广泛应用。在某些情况下,它提供了以前无法获得的组件制造机会。本论文描述了激光焊接工艺的技术发展,并介绍了许多实验研究的结果。组成该论文的七篇论文研究了激光焊接工艺机制的技术发展的各个方面以及工业应用。
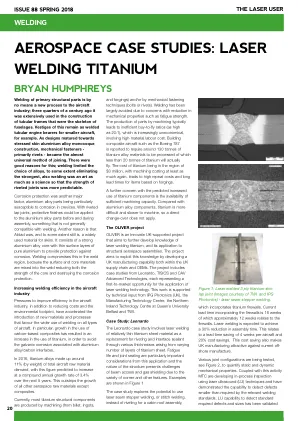
航空航天案例研究:激光焊接钛
在各个组件的TMC管部分中有一定程度的通用性。,如果当前的单片端配件分为两个部分,则可以增加制造灵活性和降低成本的可能性,以及在稍后阶段焊接的特定端功能,如图4所示。但是,要实现这一机会的全部潜力,必须将焊缝尽可能靠近标准化端拟合的大小来最小化,以避免对TMC的热损坏。激光焊接是一种有吸引力的解决方案,因为它提供了使最小热输入所需的相对深焊接的可能性,并且作为Oliver活动的一部分开发和优化了该过程。
了解激光焊接引起的金属汽化
注意:本报告是作为美国政府机构赞助的工作的记录而编写的。美国政府、其任何机构、其任何雇员、其任何承包商、分包商或其雇员均不对所披露的任何信息、设备、产品或流程的准确性、完整性或实用性做任何明示或暗示的保证,也不承担任何法律责任或义务,也不表示其使用不会侵犯私有权利。本文以商品名、商标、制造商或其他方式提及任何特定商业产品、流程或服务,并不一定构成或暗示美国政府、其任何机构或其任何承包商或分包商对其的认可、推荐或支持。本文表达的观点和意见不一定代表或反映美国政府、其任何机构或其任何承包商的观点和意见。印刷于美国。本报告直接从最佳可用副本复制而来。能源部和能源部承包商可从以下地址获取:美国能源部科学技术信息办公室 P.O. Box 62 Oak Ridge, TN 37831 电话:(865)576-8401 传真:(865)576-5728 电子邮件:reports@adonis.osti.gov 在线订购:http://www.doe.gov/bridge 公众可从以下地址获取:美国商务部国家技术信息服务 5285 Port Ro

透明材料的超快激光焊接
摘要探索了超快激光 - 摩擦互动,以诱导新的开拓原理和技术进入基本科学和工业生产领域。超快激光焊接技术的局部热融化和连接性能提供了一种新颖的方法,可用于焊接各种透明材料,从而在航空航天,光学机械系统,传感器,微流体,光学,光学等中具有广泛的潜在应用。在这项全面的综述中,已经证明,通过时间/空间成型方法调整等离子体形态的瞬态电子激活过程以及血浆形态的动态演化,可以促进从常规同质循环材料焊接到更近近近代金属物质材料的传统均质物质焊接的过渡。通过实施实时,原位监测技术和迅速诊断焊接缺陷的焊接强度和稳定性也可以提高。超快激光焊接的原理,焊接中的瓶颈问题,新颖的焊接方法,焊接性能的进步,原位监测和诊断以及各种应用。最后,我们对超快激光焊接领域的基本挑战提供了前瞻性的看法,并确定了未来研究的关键领域,强调了对正在进行的创新和探索的势在必行。

通孔(PTH)激光焊接过程的数值模拟
焊点的可靠性和质量可能会受到焊料材料的特性及其对 PCB 孔中熔融焊料的填充的影响。含铅焊料材料具有危险性且不环保。欧盟《有害物质限制法》禁止使用某些材料元素 [3,4]。因此,在电子封装组件的焊接应用中引入了无铅焊料材料。此外,氮气的使用可以提高制造业中使用无铅焊料的性能 [4]。但是,由于熔化无铅焊料需要更高的温度,无铅焊料中银含量高于 2% 会因热膨胀系数 (CTE) 高度不匹配而在组装中引起应力 [5]。在这种情况下,激光焊接可以通过控制激光功率和激光束持续时间来解决这个问题,以防止焊料不必要地长时间暴露在热量中。

用激光直接金属沉积和由马氏体钢制成的激光焊接1.4313
摘要Burckhardt Compression Holding AG总部位于温特图尔,是一家具有国际活跃的往复式压力机制造商,在其Laby®往复式压缩机中使用三件式活塞。由于其铸造设计,活塞的重量很高,这限制了活塞的大小,特别是对于大直径。因此,正在寻找解决方案在轻质设计中使用金属添加剂制造工艺制作活塞,以抵消这些挑战。在各个科学和工业领域应用的减轻体重的创新技术之一是激光直接金属沉积(DMD)。因此,一个项目是从Burckhardt压缩开始的,以降低质量,从而实现更高的工作速度。这项研究提供了一个工作流程,可通过直接金属沉积(DMD)制造1.4313的轻质活塞,直径约为342 mm,高度为140 mm。活塞的特征是不同的片段,这些片段在传统上和附加性制造中以克服机器限制。活塞皇冠被连接到添加剂制造的部分,并由CO 2激光焊接密封。降低DMD的激光功率可降低温度,因此,锰和硅的氧化和降低载气流量可提高堆积速率,并降低了湍流诱导的氧化。每层交替的进料方向提高了几何准确性,并避免了在锋利的角落积累的材料。一种方法被发现在堆积方向上定量地表明半径的几何精度。选择了激光焊接的焊接类型和接缝以实现良好的力流;但是,需要夹紧装置。为了减少隐藏的T关节的缺口效应,考虑了双重焊接策略。该设计使40%的重量减轻,与铸件活塞相比,重量为40 kg,重量为24千克。的金理分析和3D扫描。该研究显示了DMD的局限性和挑战以及如何通过部分分割克服机器的局限性。
激光焊接对AISI 304不锈钢力学性能和微观组织的影响
摘要:本研究调查了使用 CO₂ 激光焊接工艺生产的 AISI 304 钢焊缝的机械和微观结构行为。重点是了解不同焊接条件对 2 毫米厚钢板的影响。焊接在三种条件下进行:无根部开口的自热焊、使用填充金属的 1 毫米根部开口焊接以及使用填充金属但没有根部开口的焊接。使用扫描电子显微镜 (SEM)、显微硬度测试、单轴疲劳测试和随后的断口检查分析了接头。微观结构分析表明,在所有条件下,自热焊缝中存在大量孔隙,并且主要形成 delta 铁素体和板条状铁素体相。在机械性能方面,自热焊缝在母材中表现出断裂,而使用填充金属的焊缝在焊缝金属附近表现出断裂。尽管平均抗疲劳性存在明显差异,但自热焊缝和使用填充金属但没有根部开口的焊缝表现出更高的失效循环次数。关键词:激光焊接,不锈钢,微观组织,力学性能,疲劳 1. 引言