XiaoMi-AI文件搜索系统
World File Search System焊接的

利用生物相容性纳米粒子进行生物医学聚乙烯激光焊接的静态和动态特性分析
摘要。在本研究中,实现了超高分子量聚乙烯 (UHMWPE) 片材的聚合物接头,并通过在 970 nm 波长下工作的二极管激光器进行焊接。其中一张聚合物片材以不同的浓度掺杂了纳米填料(碳、钛和银纳米颗粒),以提高在激光波长下的吸收系数。激光器以重复率工作,最大脉冲能量为 100 mJ,时间为 1-60 秒,将光传输通过直径为 300 µm 的光纤。激光已通过透明的第一种聚合物传输,并被第二种掺杂聚合物的表面吸收。在两种聚合物箔(每种厚度为 0.5 mm)的界面处,释放的能量在压力的帮助下引起熔化,从而产生快速而耐用的焊接。已经通过机械静态(剪切应力)和动态分析执行并研究了单搭接和双搭接几何形状。评估了不同粒子性质对关节机械特性的影响。介绍并讨论了关节区域的形态学观察。关节因其特殊特性可用于生物医学领域。
优化锂离子电池制造中的选项卡焊接
对可持续能源解决方案的需求不断上升,这迫使电池制造中的成本效率和过程优化。在细胞组件中,超声波焊接是一种在TAB焊接的两步过程中使用的一种通常使用的技术,可电到电极接触电极和电流收集器。尤其是在TAB焊接的第二步中,TAB最终焊接,超声焊接的应用会带来挑战,并限制了与细胞设计相关的灵活性。这项工作的目的是开发特定的技术和过程设置,以优化选项卡焊接并调查对制造成本和细胞设计灵活性的影响。为了解决此问题,在全面的多阶段技术经济评估中对TAB焊接以及相关影响的替代技术和过程设置进行了研究。在TAB预焊接和TAB最终焊接中使用超声波焊接的技术和过程设置,表明技术和经济适合度。此外,在TAB最终焊接中部署激光焊接可产生最大的关节厚度,最终可以机械优化的细胞设计。因此,为了优化TAB焊接,该研究建议在TAB最终焊接中实施激光焊接,并突出显示此优化的工业实施所需的步骤。
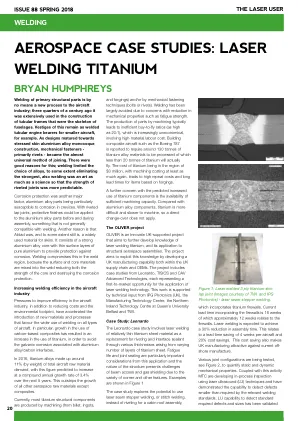
航空航天案例研究:激光焊接钛
在各个组件的TMC管部分中有一定程度的通用性。,如果当前的单片端配件分为两个部分,则可以增加制造灵活性和降低成本的可能性,以及在稍后阶段焊接的特定端功能,如图4所示。但是,要实现这一机会的全部潜力,必须将焊缝尽可能靠近标准化端拟合的大小来最小化,以避免对TMC的热损坏。激光焊接是一种有吸引力的解决方案,因为它提供了使最小热输入所需的相对深焊接的可能性,并且作为Oliver活动的一部分开发和优化了该过程。

了解加速温度曲线对无铅焊接的影响 John L. Evans、Julius Martin 和 Charles Mitchell Auburn Univers
了解加速温度曲线对无铅焊接的影响 John L. Evans、Julius Martin 和 Charles Mitchell 奥本大学 阿拉巴马州奥本大学 Bjorn Dahle KIC 热分析 加利福尼亚州圣地亚哥 摘要 由于焊膏供应商定义的峰值温度较高且助焊剂活化时间较长,因此无铅焊接的传统回流曲线通常需要更长的处理时间。当在单个电路设计中集成多种封装类型时,这些曲线变得尤为具有挑战性。在处理具有高热质量的产品设计(例如散热片和金属基板)时,难度会更大。这些设计会在整个电路组件中产生大的热梯度,并进一步增加了寻找“最佳”曲线窗口的复杂性。所有这些问题都导致无铅焊接的回流处理时间显著增加。本文探讨了无铅电子产品大批量生产所需的这些增加的处理时间。并介绍了典型工艺能力和实际生产能力的研究。该研究评估了从小型电路组件(例如手机)到大型电路组件(例如汽车和计算机)的大批量电子产品制造,并研究了一系列“最佳”回流曲线,以加速标准无铅工艺窗口,从而使用自动曲线系统实现目标制造能力。然后,使用这个定义的工艺窗口制造测试载体,并测试其质量(焊料空洞和外观)和焊点可靠性(加速寿命测试)。设计的测试载体包括来自大型物理分布的组件,包括:小型和大型 BGA、QFN 和任何类型的分立元件。在组装过程中,使用虚拟曲线记录工艺曲线窗口的任何偏差。本出版物中提供了质量和可靠性数据,并包括故障分析以确定此建议曲线的能力。采用此曲线策略后,许多制造商可以减少回流无铅电路组件的处理时间,而不会显著降低制造质量或可靠性。此外,本研究为在无铅焊接应用中使用加速曲线速度提供了合理的理解和限制。背景 无铅焊接正在快速发展,与无铅加工相关的制造问题给许多制造商带来了困难。这些困难在过去五年中已得到大量记录,包括基板和元件电镀变化、焊料润湿性和焊点特性的差异以及焊点可靠性变化。5 其中一个更重要的变化是焊接工艺温度的提高,以及这些高温对电子产品质量和加工时间的影响。特别是,焊料(例如 SnAgCu)回流温度的提高,使印刷电路板(具有正常的玻璃化转变温度,T g 为 140 O C-160 OC)暴露在超过 250 O C 的温度下,从而增加了电路板的翘曲。这种变化可能会给产品带来质量问题,尤其是如果进行双面组装加工的话。8,4 回流温度提高的另一个影响是需要延长时间以适应更高的回流温度,同时保持推荐的温度暴露。为了将峰值回流温度从标准共晶 SnPb 焊料的 220 OC - 230 OC 范围提高到 SnAgCu 的 250 OC - 260 OC 范围,推荐的回流曲线时间将显著增加。加工时间的增加将要求制造商降低回流炉的皮带速度或在制造过程中增加炉容量。对于大批量制造商来说,这两种选择都代价高昂。7,9 本研究调查了处理无铅焊接增加的回流温度的替代方法,同时将对许多大批量制造商的财务影响降至最低。本研究重点关注不使用“最佳”回流曲线和保持相同处理窗口对大批量产品的影响。(仅考虑大批量组件,因为降低炉带速度以满足推荐的处理窗口不会对小批量制造商产生重大影响)。本调查重点关注不使用“最佳”回流曲线和保持相同加工窗口对大批量产品的影响。(仅考虑大批量组件,因为降低炉带速度以满足推荐的加工窗口不会对小批量制造商产生重大影响)。本调查重点关注不使用“最佳”回流曲线和保持相同加工窗口对大批量产品的影响。(仅考虑大批量组件,因为降低炉带速度以满足推荐的加工窗口不会对小批量制造商产生重大影响)。

使用遗传算法的AI辅助模拟框架焊接的联合可靠性风险估计,以优化AI模型的初始参数
摘要:焊接关节疲劳是球网阵列包装中的关键故障模式之一。由于可靠性测试是耗时的,并且需要物理驱动模型的几何/材料非线性,因此开发了AI辅助模拟框架以建立针对设计和过程参数的风险估计能力。由于焊接关节疲劳失败的时间依赖性和非线性特征,该研究遵循AI辅助模拟框架,并构建了非序列的人工神经网络(ANN)和顺序的经常性神经网络(RNN)体系结构。都研究了两者,以了解他们从数据集中提取时间相关的焊料关节疲劳知识的能力。此外,本研究应用了遗传算法(GA)优化,以减少最初猜测的影响,包括神经网络体系结构的权重和偏差。在这项研究中,开发了两个GA优化器,包括“背对派”和“进展”。此外,我们将主成分分析(PCA)应用于GA优化结果以获得PCA基因。在GA优化的PCA基因下,所有神经网络模型的预测误差均在0.15%以内。没有明确的统计证据表明,当应用GA优化器用于最大程度地降低初始AI模型的影响时,RNN在晶圆级芯片式包装(WLCSP)中的芯片式包装(WLCSP)焊接可靠性风险估计均优于ANN。因此,即使焊接疲劳是时间依赖于时间依赖的机械行为,但具有更快的训练速度的ANN模型可以实现具有广泛设计域的稳定优化。
通函编号 314-04-1585c 日期 2021 年 6 月 18 日 主题
ʺ 2.10.10 摩擦搅拌焊接的应用。摩擦搅拌焊接 (FSW) 可用于登记册技术监督的铝合金制品。此外,RS 规则中规范这些制品结构的相关部分应规定在特定类型的焊接接头中使用此类焊接的可能性。FSW 程序应基于 ISO 25239:2011 的要求。焊接操作员认证和 FSW 生产工艺批准的要求在《船舶建造和船舶材料及产品制造技术监督规则》第 III 部分“材料制造技术监督”的 4.1、4.4.7、4.5.10 和 7.6 中给出。

Voodoo 4 4500 PCI,DVI扩展-1.0
推荐工具: - 立体声工作显微镜或该死的好放大镜 - 预热设备 - 具有非常快速控制和仓库焊接的焊接站 - 高质量通量 - 高质量SMD焊料 - 高质量的SMD Tweezers -PCB AIDS
N. Siva Shanmugam博士
书籍名称:添加剂制造和加入的进步。第32章 - 通过冷金属传递过程,AISI 316L奥氏体不锈钢焊接的机械性能的一些研究。出版商:Springer,2019 pp。359-371。书籍名称:制造中计算方法的进步。第16章 - AISI 321 Austenitic不锈钢的激活的TIG焊接用于预测拉伸试验的焊接强度的参数影响 - 实验和有限的元素方法方法。出版商:Springer,2019 pp。179-192。书籍名称:制造中计算方法的进步。第90章 - 在球形压力容器中操作过程中潜在衬里故障的有限元分析。出版商:Springer,2019 pp。1073-1087。书籍名称:设计和制造的模拟。第5章 - 关于TIG焊接的Ti-6Al-4V板的春背效应的研究。出版商:Springer,2018 pp。147-171。

太空环境中的焊接维修和保养
已经研究了在太空环境中使用地球边界焊接技术的可行性。关于太空焊接的文献调查揭示了不同国家所做的工作的许多方面。调查表明需要更详细地关注,因为自 1984 年 7 月(Salyut-7)以来,没有在太空进行过焊接实验。解决不同焊接工艺的特殊性(例如环境限制)有助于评估和分析所选工艺。为了研究焊接工艺的使用,还应该分析测试焊接产生的方法。因此,对可能在太空环境中使用的无损检测 (NDT) 技术进行了评估。对各种 NDT 技术的比较显示了以前未考虑过的参数,例如要焊接的材料和要使用的焊接工艺类型。最有可能在太空环境中使用的候选技术是超声波、射线照相和涡流技术。尽管数学建模不是论文的主要部分,但为了研究重力对焊接池中缺陷形成(尤其是隆起)的影响,我们采用了现有模型。地球环境以及航天器内部模拟的太空环境产生了不同的结果。
