XiaoMi-AI文件搜索系统
World File Search SystemHardener
ARALDITE® 2028-1 结构胶
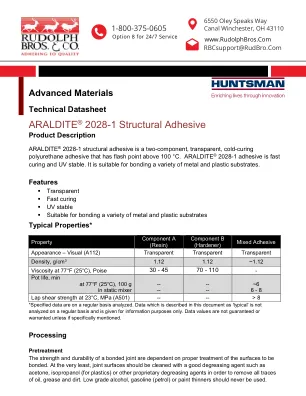
产品 重量份数 体积份数 组分 A(树脂) 100 100 组分 B(硬化剂) 100 100 应将树脂和硬化剂混合直至形成均匀的混合物。ARALDITE ® 2028-1 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂进行涂抹 胶粘剂的应用 可以手动或自动将树脂/硬化剂混合物涂抹在预处理和干燥的接头表面。Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修胶粘剂分配设备的知名公司。厚度为 0.05 至 0.10 毫米的胶粘剂层通常可使接头具有最大的搭接剪切强度。Huntsman 强调,正确的胶粘剂接头设计对于持久粘合也至关重要。涂抹胶粘剂后,应立即组装接头组件并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护应在粘合剂残留物固化之前清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
ARALDITE® 2028-1 结构胶
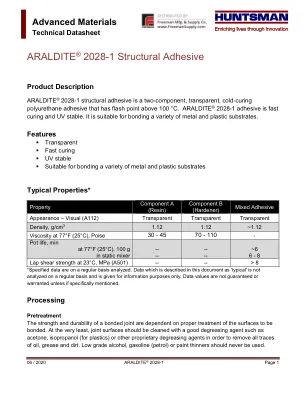
产品 重量份数 体积份数 组分 A(树脂) 100 100 组分 B(硬化剂) 100 100 应将树脂和硬化剂混合直至形成均匀的混合物。ARALDITE ® 2028-1 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂进行涂抹 胶粘剂的应用 可以手动或自动将树脂/硬化剂混合物涂抹在预处理和干燥的接头表面。Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修胶粘剂分配设备的知名公司。厚度为 0.05 至 0.10 毫米的胶粘剂层通常可使接头具有最大的搭接剪切强度。Huntsman 强调,正确的胶粘剂接头设计对于持久粘合也至关重要。涂抹胶粘剂后,应立即组装接头组件并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护应在粘合剂残留物固化之前清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
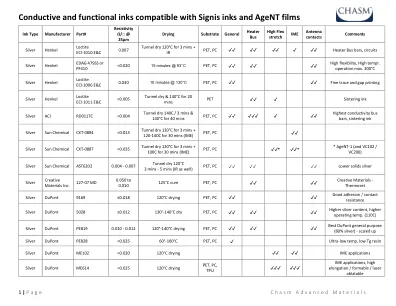
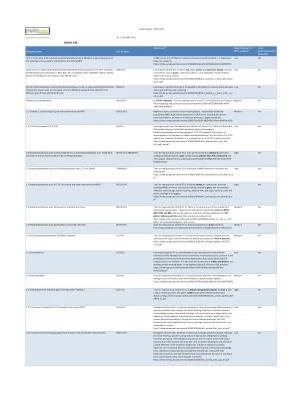
与 Signis 油墨和 AgeNT 薄膜兼容的导电和功能油墨
1. Noriphan XWR 部件号 L68250 加上 10% H 004 硬化剂 + 10% M206 稀释剂,涂抹于 VC102 碳纳米管墨水之上 2. Noriphan HTR-N 093 +15% 稀释剂 M201,涂抹于 XWR 层之上
40-3901 导电环氧胶粘剂
储存和处理:40-3901 树脂和硬化剂应储存在原装密封容器中,温度为 25 C。在原装未开封容器中,预期保质期为十二个月。这些产品中填料沉淀是常见现象。使用前轻轻搅拌树脂和硬化剂,确保填料分散均匀。重要提示:EPOXIES, ETC. 不对其产品作出任何明示或暗示的适销性、适用性或其他保证。本手册中的信息基于我们自己研究获得的数据,被认为是可靠的。但是,对于这些数据的准确性、使用这些数据所获得的结果或任何此类使用不会侵犯任何专利,我们不作任何明示或暗示的保证。给出的属性是典型值,不用于制定规范。提供此信息的条件是,接收者应自行测试以确定其是否适合其特定用途。06/19
达到242
1,3,5-Tris [(2S和2R)-2,3-蛋白丙基] -1,3,5-三嗪-2,4,6-(1H,3H,3H,5H)-Trione(β-TGIC)(β-TGIC)59653-74-6 MUTAGENIC(第57B条)。在树脂和涂料中硬化剂,用于金属饰面的聚酯粉末涂料,粉末涂料电气设备,冰箱,洗衣机和烤箱。该物质也可以在印刷电路板行业的油墨中使用,例如,用于焊接遮罩的两部分油墨可在硬化器组件中包含大约60%的TGIC。包括电绝缘材料,树脂成型系统,层压板,丝网印刷涂层,工具,粘合剂,衬里材料和稳定材料,用于塑料。在热处理过程中,TGIC在树脂或涂层中完全交联以形成固体基质,并且在Artticle中无法检测到。https://echa.europa.eu/documents/10162/13638/svhc_axvrep_beta_tgic_en.pdf
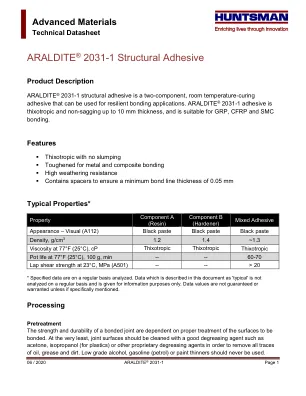
araldite®2031-1结构粘合剂
按重量零件按体积组件A(树脂)100 100组件B(硬化器)120 100乘积零件零件,将树脂和硬化剂混合在一起,直到它们形成均匀的混合物为止。araldite®2031-1也可以在混合搅拌机的墨盒中获得,可以用作粘合剂,借助亨斯曼高级材料粘合剂推荐的工具使用粘合剂,将树脂/硬质混合物与刮刀一起涂在预处理和干燥的关节表面上。一层粘合剂0.05至0.10 mm厚通常会赋予关节最大的剪切强度。粘合剂包含间隔物,以确保最小键线厚度为0.05 mm。使用粘合剂后应立即组装并夹紧关节组件。整个关节区域的均匀接触压力将确保最佳治疗。有关表面准备和预处理,粘合关节设计以及双注射器分配系统的更详细说明,请访问www.aralditeadhesives.com。机械加工专家公司已经开发了计量,混合和传播设备,以实现胶粘剂的大量处理。我们将很高兴为客户选择设备的特定需求提供建议。设备维护所有工具应在粘合剂残留物有时间治愈之前清洁所有工具。去除固化残基是一个困难且耗时的操作。如果使用丙酮等溶剂进行清洁,则操作剂应采取适当的预防措施,此外,还应避免皮肤和眼神交流。治愈时间达到最小剪切强度
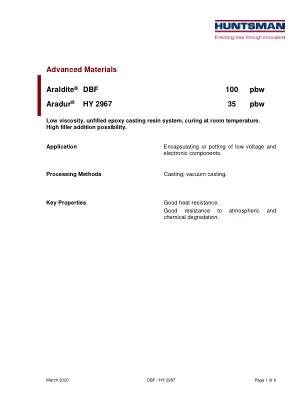
Araldite® DBF 100 重量 Aradur® HY 2967 35 重量 - VIBA
加工和储存(指导值) 混合 称量(按重量或体积)Araldite 树脂和硬化剂。 将硬化剂添加到 Araldite 树脂中;确保将所需量的硬化剂转移到树脂中。 充分搅拌直至混合完成。 混合过程中的空气夹带会导致固化树脂中出现孔隙。 在真空下或计量混合机中混合是防止空气夹带的最有效方法。 或者,可以在真空室中对静态树脂 - 硬化剂混合物进行脱气——允许至少 200% 的空隙以使泡沫膨胀。 固化 混合树脂和硬化剂引起的化学反应会产生放热。 达到的峰值温度由起始温度和铸件的大小和形状决定。 未填充的树脂系统仅适用于制造重量不超过约 500 克的铸件。 生产大型铸件时,应添加矿物填料来散热并抑制放热反应。生产非常小的铸件或薄层时,放热反应非常少,因为产生的热量会迅速消散。因此固化会延迟,铸件表面可能仍然发粘。在这种情况下,应使用 40°C – 60°C 的红外加热器或烤箱进行完全固化。铸造厚部件时,需要特别小心,避免放热温度过度上升。除非对按照特定设计制造的铸件进行初步试验,并在指定的模具中不会产生不可接受的放热效应,否则不应使用短时间高温固化程序。要确定交联是否已完成以及最终性能是否最佳,必须对实际物体进行相关测量或测量玻璃化转变温度。客户制造过程中的凝胶和固化周期不同,可能导致交联程度不同,从而导致不同的玻璃化转变温度。储存条件将组件存放在室温干燥处,密封在原装容器中。在这些条件下,保质期将与标签上注明的有效期相对应。在此日期之后,产品只能在重新分析后进行处理。部分空的容器应在使用后立即盖紧。有关废物处理和火灾时分解的危险产物的信息,请参阅这些特定产品的材料安全数据表 (MSDS)。
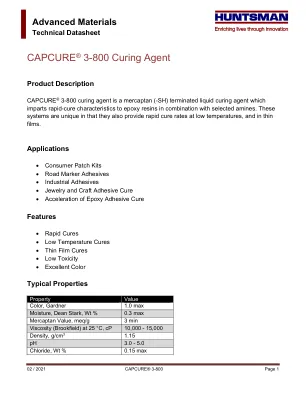
capcure®3-800固化剂
加工Capcure®3-800固化剂是一种独特的多孔铜环氧硬质硬化剂,当与催化剂一起使用时,即使在薄膜和低温下,也可以非常快速地固化环氧系统。催化剂是Capcure®3-800系统的组成部分。正确选择的催化剂的作用可提供短达4分钟的凝胶时间。GPA-30三级胺是Capcure®3-800系统的最有效催化剂。可以通过将第三胺将三级胺混合到Capcure®3-800固化剂中以产生环氧硬化硬化剂系统来获得一个两部分的环氧系统。在混合过程中,应注意避免引入铁污染。应在避免铁污染的情况下仔细选择催化剂,填充剂,其他添加剂和所使用的设备。与大气中氧有关的铁污染可能会导致某些系统中的皮肤。监管状态TSCA(美国),DSL(加拿大),PICCS(菲律宾),AICS(澳大利亚),ENCS/MITI(日本),IECSC(中国),EINECS(EU)存储
ARALDITE® 2019 结构胶
树脂和硬化剂应充分混合,直至形成均匀的混合物。ARALDITE ® 2019 以带有混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型粘合剂涂抹。粘合剂的应用用抹刀将树脂/硬化剂混合物涂抹在预处理过的干燥接头表面。0.05 至 0.10 毫米厚的粘合剂层通常可使接头获得最大的搭接剪切强度。如果可能,应在两种基材上都涂抹粘合剂,并且在涂抹粘合剂后立即组装和夹紧接头组件。对于粘合线厚度低于 0.5 毫米的粘合剂,必须在涂抹粘合剂后 60 分钟内组装组件,对于粘合线厚度较大的粘合剂,必须在涂抹粘合剂后 30 分钟内组装组件。整个接头区域的均匀接触压力将确保最佳固化。机械加工专业公司已经开发出计量、混合和摊铺设备,可实现粘合剂的批量加工。我们很乐意为客户提供建议,帮助他们选择适合其特定需求的设备。设备维护所有工具都应在粘合剂残留物固化之前进行清洁。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作人员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。
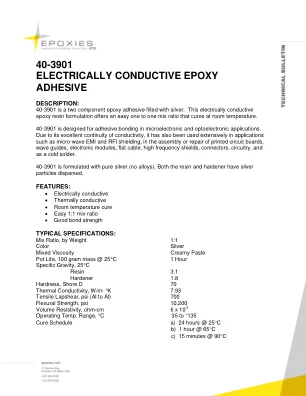
40-3900银氧化环氧树脂
40-3900填充银色的环氧树脂描述:40-3900是两个成分的环氧粘合剂,充满了银。该导电环氧树脂制剂提供的电阻率连续性,其电阻率值小于1x10 -4 ohm -cm。40-3900也以其宽的工作温度范围(-50至 + 170°C)而闻名。40-3900是专门设计用于微电子和光电应用中的粘合键的。由于其出色的连续性,它也已广泛用于诸如微波EMI和RFI屏蔽等应用,在印刷电路板的组装或修理中,波浪指南,电子模块,平坦电缆,高频屏蔽,连接器,电路,电路,以及作为冷焊料。40-3900用纯银(无合金)配制,并以方便的1:1混合比设计。树脂和硬化剂都分散了银色粉末。特征:<电导•热导电•室温固化•易于1:1混合比•良好的粘结强度典型规格:混合比,重量为1:1彩色银色混合粘度奶油粘贴质量寿命,100克质量 @ 25°C 1小时1小时的重力,25°C 25°C树脂2.98硬度1.8硬度,Shore D 70 d 70 drancile,Shore d 70 thoral dromal Tonstrivity,w 70 k. Lapshear,PSI(Al至Al)700弯曲强度,PSI 10,200音量电阻率,OHM-CM .0001操作温度。 范围,°C -50至 + 170治疗时间表a)24小时 @ 25°C b)1小时 @ 65°C)15分钟 @ 90°C电导•热导电•室温固化•易于1:1混合比•良好的粘结强度典型规格:混合比,重量为1:1彩色银色混合粘度奶油粘贴质量寿命,100克质量 @ 25°C 1小时1小时的重力,25°C 25°C树脂2.98硬度1.8硬度,Shore D 70 d 70 drancile,Shore d 70 thoral dromal Tonstrivity,w 70 k. Lapshear,PSI(Al至Al)700弯曲强度,PSI 10,200音量电阻率,OHM-CM .0001操作温度。范围,°C -50至 + 170治疗时间表a)24小时 @ 25°C b)1小时 @ 65°C)15分钟 @ 90°C