XiaoMi-AI文件搜索系统
World File Search SystemHardener
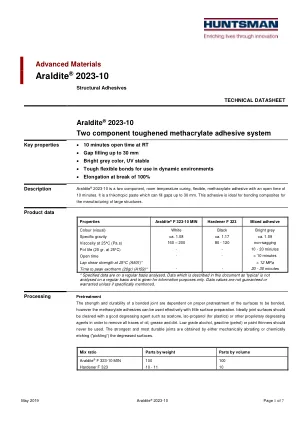
高级材料-Araldite®2023-10
属性Araldite®F323-10最小硬化器F 323混合粘合色(视觉)白色黑色亮灰色比重。1.08 CA。 1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 10-20分钟的开放时间 - > 10分钟在25°C(A501)*> 12 MPa时间到峰值放热(20GR)(A159)(A159)* - - 20-30分钟*定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.08 CA。1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 10-20分钟的开放时间 - > 10分钟在25°C(A501)*> 12 MPa时间到峰值放热(20GR)(A159)(A159)* - - 20-30分钟*定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.17 CA。1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。在25°C下) - 10-20分钟的开放时间 - > 10分钟在25°C(A501)*> 12 MPa时间到峰值放热(20GR)(A159)(A159)* - - 20-30分钟*定期分析指定的数据。本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。除非有明确提及,否则不保证或保证数据值。
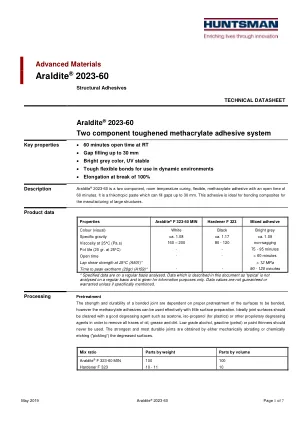
高级材料-Araldite®2023-60
属性Araldite®F323-60分钟Hardener F 323混合粘合色(视觉)白色黑色亮灰色比重。1.08 CA。 1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.08 CA。1.17 CA。 1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。) 在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。 本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。 除非有明确提及,否则不保证或保证数据值。1.17 CA。1.09在25°C(PA.S)160 - 200 80-120非倒入锅寿命(20 gr。在25°C下) - 75-95分钟开放时间 - > 60分钟的圈剪切强度在25°C(A501)*> 12 MPa的时间到峰值放热(20GR)(A159)* - - 90-90-120分钟*,已定期分析指定的数据。本文档中描述为“典型”的数据不进行定期分析,仅用于信息目的。除非有明确提及,否则不保证或保证数据值。


RSC应用聚合物 - 皇家化学学会
聚合物复合材料在不同的长度尺度(纳米到宏)上使用聚合物矩阵和各种填充剂来构建具有升级功能的高级材料;即电导率,光效率和机械增强性。1 - 4个纤维增强的聚合物复合材料(FRPC)通过展示轻质,耐用和机械上优质的结构来塑造现代航空,汽车和风力涡轮机业。5热固性树脂是使用制造工程形成无缺陷的结构的主要矩阵(例如碳和玻璃)的主要矩阵类别。6当前,复合市场以双足A(DGEBA)为环氧单体的二甘油甲苯醚的使用为主导,这是通过双氯二氯二醇与层状氯氢化蛋白的反应而产生的(可以在碱基的情况下100%在工业尺度上生物生物生物蛋白)。7基于目标应用程序中的多功能胺或藻类中选择了硬化剂,并提供
Epibond 8000 FR A/B 阻燃环氧结构...
Epibond ® 8000 FR B 硬化剂 48 1 将两种组分彻底混合几分钟,直至获得均匀的混合物,或从 2:1 的 200 毫升或 50 毫升双筒胶筒中分配。对于 200 毫升规格,使用 MC 10 毫米直径 x 18 元件螺旋混合喷嘴或同等产品。对于 50 毫升规格,使用 MC 06 毫米直径 x 18 元件螺旋混合喷嘴或同等产品。应用将混合的粘合剂用抹刀涂抹到适当预处理的干燥接合面上。厚度为 0.004 至 0.012 英寸(0.1 至 0.3 毫米)的粘合剂层通常可提供最大的搭接剪切强度。但这种粘合剂设计为在最多 0.12 英寸(3 毫米)的层中有效。涂抹粘合剂后,应立即组装并夹紧要粘合的部件。固化期间整个接头区域的均匀接触压力将确保最佳性能。
碳纤维增强的机械性能...
摘要:碳纤维增强聚合物(CFRP)复合材料属于高级类复合材料,在战略应用中通常是首选。然而,在制备增强树脂,易发的基质和纤维 - 矩阵界面中形成的脆性,气泡通常会导致复合结构在分层和灾难性衰竭方面导致复合结构的失败。So, in the current work, Epoxy matrix CFRP composites are made using a hand lay-up process with varied amounts of Graphene Oxide (GO) (0%,0.25%,0.5%, and 1%) as a Nano Filler with Epoxy Polymer and nearly 90% of air bubbles are removed with the help of vacuum pump and desiccator.样品将根据ASTM标准制备,并在张力和3点弯曲条件下进行测试。在0.25%,1%GO增强复合材料的最大拉伸强度,最大弯曲强度为866.67mpa和761.22mpa。关键词:复合材料,CFRP,环氧树脂,碳纤维,拉伸试验,弯曲试验,氧化石墨烯(GO),环氧树脂,硬化剂
ARA® XTREME PY 2100 美国
ARA ® XTREME PY 2100 US 是一种粘度极低、功能性强、纯度高的胺基树脂,具有相对良好的储存稳定性。它固化速度非常快,可生产出具有极高热变形温度的产品。ARA ® XTREME PY 2100 US 是一种特别有效的树脂,适用于各种配方应用,包括粘合剂、层压系统等。它可以用作粘度调节剂,也可以与慢反应性树脂一起使用以提高其固化速度;但是,由于其快速固化特性,在选择固化剂和固化条件时必须谨慎。即使是适量的树脂,在与脂肪胺固化时,也会产生足够的放热,导致烧焦和冒烟。如果芳香胺硬化系统在过高的温度下凝胶化,或者单独使用或与芳香族硬化剂结合使用催化剂(例如三氟化硼单乙胺),也会出现这种情况。 ARA ® XTREME PY 2100 US 是对氨基苯酚的三缩水甘油酯,其化学结构如下所示。

char,煤气和动作
阻燃剂通常是为环氧树脂开发的,然后转移到其纤维增强的复合材料中,结果不确定。详细了解这种转移代表了一项关键的科学挑战。这项研究系统地将环氧树脂与玻璃纤维增强复合材料进行了比较,重点是双苯酚A二甘同甲醚与硬化剂二氯二酰胺,火焰粘贴剂三磷酸三磷酸,氨基磷酸氨基磷酸盐和硅烷芳基氨磷酸盐以及内磷酸盐以及内磷酸硅酸盐的硅酸盐。该研究研究了热解(热力计),易燃性(UL 94,限制氧指数)和火力行为(锥热量计)的变化,同时还检查了阻尼药的动作模式和整体火力性能。发现的结果表明,燃料,热性能,熔体流量和保护层的变化显着影响点火,易燃性和火负荷,并且在复合材料内的碳质炭急剧减少,以防止摄入量。这项研究量化了效果,并提供了对从树脂到复合材料的火焰阻燃剂的复杂转移过程的基本科学理解,提供了基本的见解,这些见解对于开发更有效的阻燃材料至关重要。