XiaoMi-AI文件搜索系统
World File Search SystemWeld

3D打印功能分级的材料的特性,用于替换核反应器中不同金属焊接
大多数反应器中不同的金属焊缝是低合金钢零件和不锈钢管道之间的连接。造成不同金属焊接接头材料特性差异引起的残余应力造成的原发性水应力腐蚀破裂(PWSCC)损害很高。在世界范围内报告了许多事故,例如由于PWSCC引起的放射性冷却液泄漏,对核安全构成了巨大威胁。这项研究的目的是通过使用由金属3D印刷制造的功能分级材料(FGM)代替现有的不同金属零件来从根本上清除不同的金属焊缝的技术,该焊接由低合金钢和高质量不锈钢制成。进行了粉末的产生,混合比计算和金属3D打印,以制造低合金钢钢钢FGM,以及对FGM的热膨胀(CTE)测量的微结构分析,机械性能和系数。结果,观察到,随着FGM中的奥氏体含量的增加,CTE倾向于增加。FGM中热膨胀系数的逐渐变化表明,使用3D打印的添加剂制造可有效防止其整个层的热膨胀性能突然变化。关键字:功能分级材料(FGM); PWSCC; 3D打印;反应堆;热膨胀系数(CTE)

ISO 9001 认证“我们的科学...您的成功”防火螺纹密封剂和焊接密封剂
本文提供的信息和建议均基于我们的经验,我们认为是准确的。但是,我们无法保证或接受其准确性,本文的任何声明均不应视为陈述或保证。在任何情况下,我们都敦促并建议购买者在使用任何产品之前自行进行测试,以确定其在自己的操作条件下是否适合其特定用途。请务必参考当前产品技术数据表以获取最新和准确的技术信息。FirePro_030724
在远程激光焊接铜到钢电池选项卡连接器远程激光焊接过程中,光电二极管的特征用于检测部分部分间隙和焊接渗透深度
本文介绍了传感器表征,以在电池选项卡连接器的远程激光焊接(RLW)期间使用基于光电二极管的信号来检测部分部分间隙和焊接渗透深度的变化。基于光电二极管的监测已大部分用于结构焊缝,因为其成本相对较低和易于自动化。但是,在电池选项卡连接器连接过程中,对传感器表征,监测和诊断焊缝缺陷的研究尚不确定,结果尚无定论。通过不同金属薄箔焊接过程中的高变异性进行了。 基于光电二极管的信号是在铜到钢薄层束接头的RLW期间(Ni-Plated Copper 300 µm到Ni-Plated Steel 300 µm)的收集信号。 提出的方法基于对信号的能量强度和散射水平的评估。 能量强度给出了有关焊接过程中发出的辐射量的信息,并且散射水平与累积和未控制的变化有关。 的发现表明,可以通过观察等离子体信号中的级别变化来诊断部分零件间隙的变化,而反射反射没有显着贡献。 结果进一步表明,过度渗透对应于传感器信号中散射水平的显着增量。 讨论了基于监督机器学习的自动隔离和诊断有缺陷焊缝的机会。。基于光电二极管的信号是在铜到钢薄层束接头的RLW期间(Ni-Plated Copper 300 µm到Ni-Plated Steel 300 µm)的收集信号。提出的方法基于对信号的能量强度和散射水平的评估。能量强度给出了有关焊接过程中发出的辐射量的信息,并且散射水平与累积和未控制的变化有关。的发现表明,可以通过观察等离子体信号中的级别变化来诊断部分零件间隙的变化,而反射反射没有显着贡献。结果进一步表明,过度渗透对应于传感器信号中散射水平的显着增量。讨论了基于监督机器学习的自动隔离和诊断有缺陷焊缝的机会。[doi:10.1115/1.4052725]
在远程激光焊接铜到钢电池选项卡连接器远程激光焊接过程中,光电二极管的特征用于检测部分部分间隙和焊接渗透深度
本文介绍了传感器表征,以在电池选项卡连接器的远程激光焊接(RLW)期间使用基于光电二极管的信号来检测部分部分间隙和焊接渗透深度的变化。基于光电二极管的监测已大部分用于结构焊缝,因为其成本相对较低和易于自动化。但是,在电池选项卡连接器连接过程中,对传感器表征,监测和诊断焊缝缺陷的研究尚不确定,结果尚无定论。通过不同金属薄箔焊接过程中的高变异性进行了。 基于光电二极管的信号是在铜到钢薄层束接头的RLW期间(Ni-Plated Copper 300 µm到Ni-Plated Steel 300 µm)的收集信号。 提出的方法基于对信号的能量强度和散射水平的评估。 能量强度给出了有关焊接过程中发出的辐射量的信息,并且散射水平与累积和未控制的变化有关。 的发现表明,可以通过观察等离子体信号中的级别变化来诊断部分零件间隙的变化,而反射反射没有显着贡献。 结果进一步表明,过度渗透对应于传感器信号中散射水平的显着增量。 讨论了基于监督机器学习的自动隔离和诊断有缺陷焊缝的机会。。基于光电二极管的信号是在铜到钢薄层束接头的RLW期间(Ni-Plated Copper 300 µm到Ni-Plated Steel 300 µm)的收集信号。提出的方法基于对信号的能量强度和散射水平的评估。能量强度给出了有关焊接过程中发出的辐射量的信息,并且散射水平与累积和未控制的变化有关。的发现表明,可以通过观察等离子体信号中的级别变化来诊断部分零件间隙的变化,而反射反射没有显着贡献。结果进一步表明,过度渗透对应于传感器信号中散射水平的显着增量。讨论了基于监督机器学习的自动隔离和诊断有缺陷焊缝的机会。[doi:10.1115/1.4052725]
IACS CSR 知识中心的油轮问答和 CI
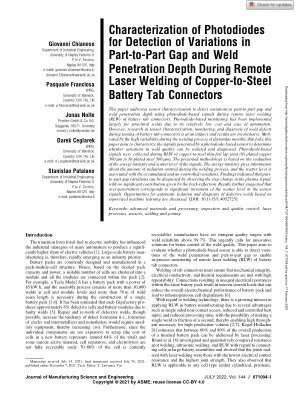
经确认,IACS 油轮 CSR 中的焊缝尺寸基于所连接部件的总要求厚度。如果要求的总厚度发生变化,则相关焊喉厚度将相应增加和/或减少。但是,应注意,最小焊缝尺寸也适用,因此如果设计要求的总厚度减小(例如通过减小加强筋间距),如果焊缝尺寸受最小要求控制,则焊缝可能并不总是减小。关于焊缝中的腐蚀裕度,在服役检查期间通常不会测量焊缝本身,因此不为焊缝提供离散腐蚀裕度。油轮 CSR 中要求的焊缝尺寸是根据船级社现有的与总尺寸相关的规则焊接要求制定的,还包括增加油箱顶部附近的腐蚀区域,经验表明,相邻的镀层由于腐蚀需要增加裕度。
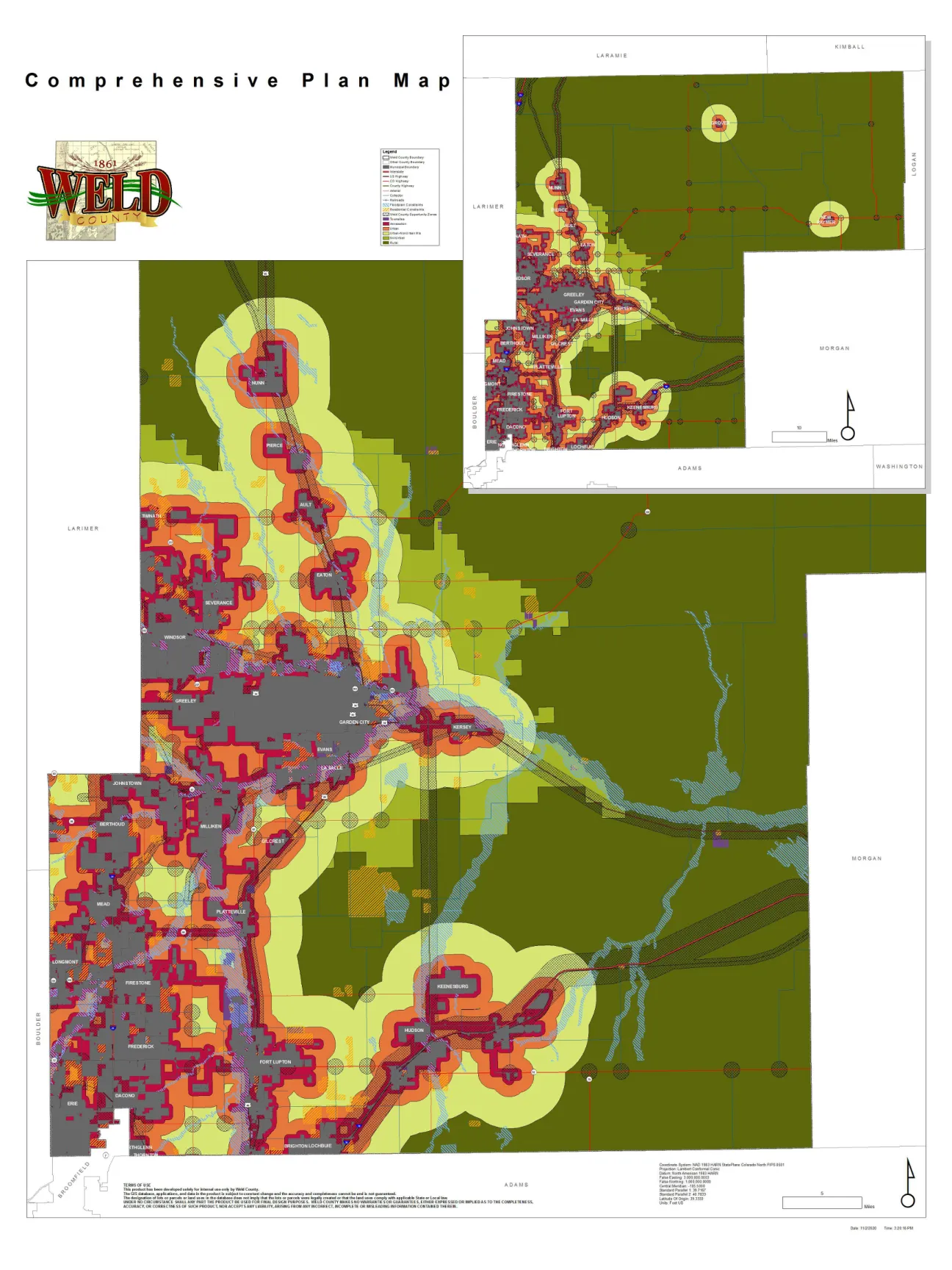
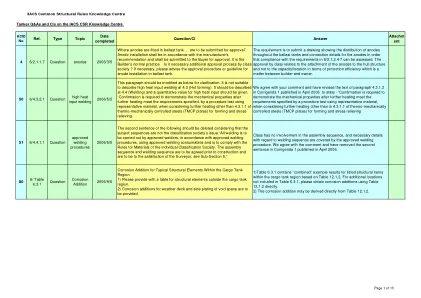
综合计划地图
使用条款Adams Central Meridian:-1 05。50 00该产品仅由Weld County仅用于内部使用。st a ndard parall el 1:3 9.7 167 GIS数据库,应用程序和数据中的数据会持续变化,准确性和完整性不能并且不能保证。标准并行2:4 0.7 833 5数据库中的地块,包裹或土地用途的名称并不意味着地块或包裹是法律上创建的,或者土地使用符合App Li Cable State或Local Law的法律:Ori G的latitude of ori g in:39。3333在没有循环的情况下,出于最终设计目的,产品均不得是SEO的任何部分。Weld County不做任何保证或担保。她表示或暗示着完整性。单位:使我们准确。或这种产品的正确性。也不接受任何责任。由于任何不正确而引起的。不完整或误导性的信息在这里con t i N. --------------------------------------------------------------
SSC-478 - 船舶结构委员会
这项工作展示了常见铝壳到框架角焊缝连接的平面响应。这种不匹配的焊缝尚未经过广泛测试,尽管它们对于结构的整体拉伸响应至关重要。完成了一项涵盖 5086 和 6061 合金的测试程序、广泛的基础材料特性以及交叉焊缝硬度分布和热影响区 (HAZ) 特性。测试了 18 个不同焊缝尺寸和合金的样本,每个设计重复三次。对于 6061 样本,焊接热输入对最终强度有很大影响,而对于 5086 样本,强度略有降低,但结果显示对焊接热输入的敏感性要小得多。给出了峰值强度和近似负载延伸曲线,以及未来 FEA 和设计方法验证的数据。

电动性需要新想法
Benteler是一家家族企业,可为汽车,能源和机械工程领域的客户在国际上运营。作为金属工艺专家,该公司在全球范围内开发,生产和销售与安全有关的产品,系统和服务。作为汽车行业的全球领先合作伙伴,Benteler Automotive部门在整个价值链中提供了全面的车辆专业知识。投资组合的一部分是开发电动汽车趋势系统解决方案。Benteler研发团队开发了一个可扩展的电池盒设计,该设计基于折叠箱,并将不锈钢冷却板集成到底座中。特朗普的电池组行业管理团队的专家支持Benteler设计一个全自动的工艺链来进行系列生产,并使用Brightline Weld技术为无孔隙的焊接过程提供了激光焊接工艺,从而为不锈钢的无孔线焊接提供了激光。与专门为此任务开发的多焦点光学元件结合使用,Brightline Weld还使铝制的先前不可能的气密焊接成为Benteler的可能性。
通函编号 314-01-1255c,日期为 2019 年 8 月 21 日
C — 双面焊缝,带刨槽;D — 双面焊缝,不带刨槽;TW — 全熔透 T 型焊缝;FW — 角焊缝;ss — 单面焊(单面焊接);bs — 双面焊接;nb — 无衬垫焊接;mb — 有衬垫焊接;gb — 气体衬垫焊接;gg — 焊接时背面刨槽或焊缝背面打磨;ng — 焊接时不(无)背面刨槽或不(无)焊缝背面打磨。".
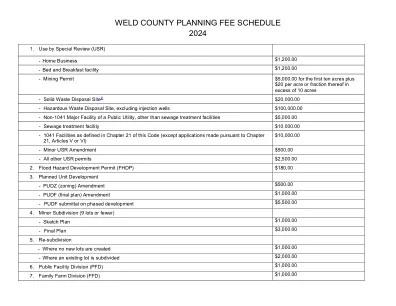
2024 年规划费用表
*对于那些用途被确定为高度复杂或密集的申请,如果确定县工作人员将投入超过既定申请费的时间和资源,规划服务部可能会要求申请人提交超过既定费用的费用。费用应由县代管并根据管理或审查许可证的每个部门的标准小时费率收取。这些部门包括但不限于规划服务部、韦尔德县卫生部、韦尔德县公共工程部和韦尔德县检察官办公室。标准小时费率应由韦尔德县财政部根据审查申请的实际时间确定。应在实际向代管账户和申请人收取费用前五天向申请人提供账单副本。申请人对任何账单提出上诉的唯一补救措施是向县委员会提出上诉。已提交申请费中未使用的部分应在记录特别审查规划图后 30 天内、县委员会拒绝申请后 30 天内或申请人提交书面申请撤回申请后 30 天内退还给申请人。[i] 修改固体废物处置场地和设施特别审查许可证申请的费用不得超过 20,000.00 美元。提交完整申请时,应将全额提交给规划服务部。全额应由县根据管理或审查许可证的每个部门的标准小时费率代为托管和收取。这些部门应包括但不限于规划服务部、韦尔德县卫生部、韦尔德县公共工程部和韦尔德县检察官办公室。韦尔德县财务部应根据审查申请和设施的实际时间确定标准小时费率。申请人应获得