XiaoMi-AI文件搜索系统
World File Search SystemWeld
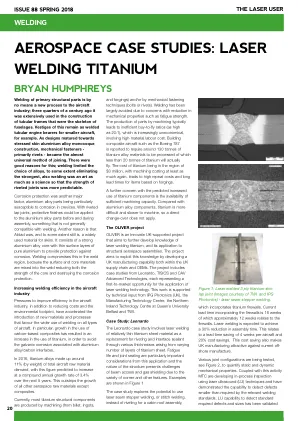
航空航天案例研究:激光焊接钛
在各个组件的TMC管部分中有一定程度的通用性。,如果当前的单片端配件分为两个部分,则可以增加制造灵活性和降低成本的可能性,以及在稍后阶段焊接的特定端功能,如图4所示。但是,要实现这一机会的全部潜力,必须将焊缝尽可能靠近标准化端拟合的大小来最小化,以避免对TMC的热损坏。激光焊接是一种有吸引力的解决方案,因为它提供了使最小热输入所需的相对深焊接的可能性,并且作为Oliver活动的一部分开发和优化了该过程。
Weld-Solar-Fonsi.pdf
WAPA是美国能源部(DOE)内的联邦电力营销机构。在其开放访问传输服务关税(OATT)下,WAPA需要考虑并响应焊接太阳能的互连请求。OATT包含用于处理与WAPA传输系统发电设施互连的处理请求的术语。在审查互连请求时,WAPA必须确保不降级现有的可靠性和服务。OATT提供了传输和系统研究,以确保对现有客户的系统可靠性和服务不会受到新互连的不利影响。这些研究确定了适应拟议项目所需的系统升级或补充,并解决了升级或添加是否在项目范围内。在OATT下,WAPA以先到先得的基础向所有合格的客户提供了互连,并最终决定是否要通过《国家环境政策法案》(NEPA)(NEPA)进行系统影响研究和环境审查。根据适用的法律和法规,WAPA准备了环境评估(EA),标题为“焊接太阳能项目草案环境评估”,韦尔德县,科罗拉多州韦尔德县(DOE/EA-2178)。
SSC-379 改进型船体结构细节...
随着船舶运营利润越来越小,故障成本成倍增加,在设计阶段防止断裂的需求变得越来越重要。本报告为设计师提供了另一种工具。它提出了一种疲劳设计方法,将现有的疲劳数据应用于焊接船舶细节。名义应力方法的变体用于连接支架细节中的焊缝终止。这有助于选择可提高疲劳寿命的焊接配置,并评估焊接船舶结构细节中典型的几何应力集中因子和组合载荷的影响。案例研究展示了该方法。提供了所用术语的词汇表,并提出了未来研究的建议。
20C7 年 9 月 19 日
5.1 确保每架飞机升降机的前部和后部锁杆均已伸出(必要时可使用千斤顶增加啮合),并在每个相应的平台插座中啮合 3 英寸至 3-112 英寸。使用本文件第 4 页提供的 OSS 材料和草图,安装并焊接垫片和隔板,以将每个锁杆永久固定在啮合位置。清洁所有要焊接到裸露金属的区域。焊接和已完成焊缝的目视检查应符合 MIL-STD-7 689。有关焊接指导,请参阅 NNSY 公司焊接程序 W P-1689 焊接技术表(附件 7)。注意:如果出现问题

不锈钢与低碳钢板的钨极气体保护焊综述
由于焊接电流会影响电极烧尽速度、熔合深度和焊件几何形状,因此它是电弧焊工艺中最重要的变量。焊道形状、焊接速度和焊接效率都受电流影响。由于直流电极负极 (DCEN)(正极性)产生更好的效果,因此电极正极 (DCEP) 上的焊接穿透深度和行进速度更大,并且它用于大多数 GTAW 焊接(反极性)。反极性允许电极尖端快速升温并在气体钨中降解。因为阳极比阴极升温更快。气体钨电弧焊中的较高电流会导致飞溅和工件损坏。同样,在气体钨电弧焊中,较低的电流设置会导致填充焊丝粘住。为了沉积等量的填充物,必须长时间施加高温。因此,对于较低的焊接电流,通常会看到更大的热影响区域。在固定电流模式下调整电压以保持电弧电流稳定 [3,4]。与其他焊接工艺相比,我们通常通过钨极惰性气体焊接实现无缺陷接头。让您更好地控制焊接,从而实现更快、更高质量的焊接。另一方面,GTAW 比大多数其他焊接方法复杂得多,难以跟踪,而且速度要慢得多。填充金属通常被使用,但是一些焊接(称为自熔焊或组合焊)不需要它。这种方法提供了竞争方法,例如焊接技术包括屏蔽金属电弧焊和气体金属电弧焊。

电弧增材制造在半圆柱壳几何强化中的模拟
摘要:电弧增材制造 (WAAM) 是一种基于气体保护金属电弧焊的增材制造工艺。它允许通过控制焊珠的沉积和堆叠来制造大体积金属部件。除了近净成形的金属部件制造外,WAAM 还应用于结构部件(例如壳体几何形状)的局部加固。然而,此过程可能会导致不希望的热诱导变形。在这项工作中,通过实验和瞬态热机械有限元模拟研究了半圆柱壳体几何形状的 WAAM 加固引起的变形。在实验中,将焊珠施加到样品上,同时使用热电偶测量其热历史。使用位移传感器记录正在发生的变形。实验数据用于校准和验证模拟。使用经过验证的模型,可以预测样品的温度场和变形。随后,使用模拟来评估不同的沉积模式和壳体厚度与由此产生的部件变形之间的关系。调查显示,壳体厚度与变形之间存在非线性关系。此外,焊道的方向和顺序对变形的形成有显著影响。然而,这些影响随着壳体厚度的增加而减弱。

激光离轴角对铝合金(AA1050)在激光焊接过程中的孔隙率,流体流量和钥匙孔形成的影响
电动汽车(电动汽车)中座舱对电池选项卡的激光焊接至关重要。确保焊接质量至关重要,因为它取决于诸如孔隙率的产生,熔融池中的流体流动,施加激光功率和焊接速度等因素。然而,常规激光焊接技术主要侧重于沿焊接距离调节激光参数,努力有效地减轻孔隙率的形成。虽然对激光角沿焊缝截面的效应进行了广泛的研究,但尚未探索过轴轴激光角的影响,即在垂直于焊接方向的平面中的角度的效果,尚未探索。这项研究通过在不同激光能密度下改变激光轴轴的角度,以优化专门为减少孔隙率的过程,从而引入了一种创新的激光焊接方法。通过实施铝AA1050的激光焊接的三维计算流体动力学(CFD)模型,我们在采用不同的离轴角度的同时提供了详细的分析流体流量和熔体池尺寸。我们的模型结合了多种反射,向上的蒸气压和后坐压力,以解释不同激光轴轴轴的孔隙率的形成。结果表明,在优化的激光功率和焊接速度下增加激光轴的角度可显着降低孔隙率。在激光外轴角为4.92°时,数值分析与实验熔体池宽度为11%,最小误差为2.74°,最小误差为2.6%。对于熔体池深度,在4.92°的离轴角度为4.2%,最小差为7.2%,在7.42°的离轴角度下的最小差为0.5%。本研究提出了一种通过解决孔隙形成的特定挑战来改善激光焊接过程的新方法。

激光离轴角对铝合金(AA1050)在激光焊接过程中的孔隙率,流体流量和钥匙孔形成的影响
电动汽车(电动汽车)中座舱对电池选项卡的激光焊接至关重要。确保焊接质量至关重要,因为它取决于诸如孔隙率的产生,熔融池中的流体流动,施加激光功率和焊接速度等因素。然而,常规激光焊接技术主要侧重于沿焊接距离调节激光参数,努力有效地减轻孔隙率的形成。虽然对激光角沿焊缝截面的效应进行了广泛的研究,但尚未探索过轴轴激光角的影响,即在垂直于焊接方向的平面中的角度的效果,尚未探索。这项研究通过在不同激光能密度下改变激光轴轴的角度,以优化专门为减少孔隙率的过程,从而引入了一种创新的激光焊接方法。通过实施铝AA1050的激光焊接的三维计算流体动力学(CFD)模型,我们在采用不同的离轴角度的同时提供了详细的分析流体流量和熔体池尺寸。我们的模型结合了多种反射,向上的蒸气压和后坐压力,以解释不同激光轴轴轴的孔隙率的形成。结果表明,在优化的激光功率和焊接速度下增加激光轴的角度可显着降低孔隙率。在激光外轴角为4.92°时,数值分析与实验熔体池宽度为11%,最小误差为2.74°,最小误差为2.6%。对于熔体池深度,在4.92°的离轴角度为4.2%,最小差为7.2%,在7.42°的离轴角度下的最小差为0.5%。本研究提出了一种通过解决孔隙形成的特定挑战来改善激光焊接过程的新方法。
