XiaoMi-AI文件搜索系统
World File Search System用箔
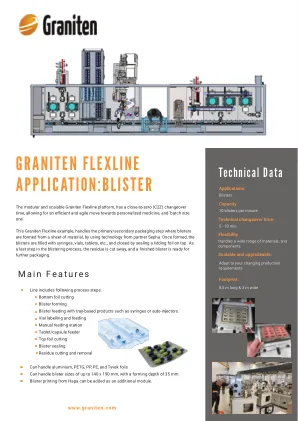
Graniten Flexline应用:水泡
这个Graniten Flexline示例,通过使用合作伙伴SEPHA的技术来处理从材料中形成水泡的主要/辅助包装步骤。一旦形成,水泡就会充满注射器,小瓶,片剂等,并通过在顶部密封盖子箔来封闭。作为起泡过程的最后一步,残留物被切开,并且准备好的水泡可以进一步包装。
汽车电力电子的热机械可靠性方面:现状和未来趋势
— 键合过程中铜 (Cu) 箔的氧化会使熔化温度从 1,083°C 降低到 1,065°C — 最大金属化厚度为 1 毫米 — 陶瓷的两侧都必须有金属化层 — 例如氧化铝 (Al 2 O 3 )、氮化铝 (AlN) 和氧化锆 (ZrO 2 ) 掺杂的高性能基板 (HPS)。 o 活性金属键合 (AMB)

金属钠的断裂行为及其对电池应用的影响
本文从宏观和微观两个角度研究了钠金属的断裂行为,并讨论了其在电池应用中的相应影响。由于钠金属在空气中极易发生反应,其机械性能尚未得到很好的研究,但本文我们在惰性气体中实施了定制的拉伸试验机以规避这一问题,从而研究了钠的断裂行为。有趣的是,我们发现钠几乎完全不受缺陷(裂纹状特征)的影响,即缺陷不会降低钠的有效强度。相反,由于钠箔具有极强的延展性,在拉伸状态下,钠箔会表现出极端的全厚度收缩,直至接近一条线。我们还使用扫描电子显微镜来识别与钠的变形和断裂相关的微观结构特征和潜在机制。此外,本研究详细介绍了这些实验观察在电池应用背景下的相应影响,并为合理设计钠基电池提供了新的见解。总体而言,这些新的实验结果可能有助于设计钠基储能系统,并避免充电和放电循环过程中的潜在机械损坏。
钠离子电池中的气体释放——DEMS 设置、数据评估及其在富锰层状正极材料中的应用
流场;2) 从电池顶部连接到对电极集电器;3) 参比电极集电器;4) 对电极集电器;a) 集电器箔上的工作电极;b) 隔板;c) 参比电极(钠金属);d) 对电极(钠金属);e) 对电极安装板。b) DEMS 测量装置流程图。测量和控制单元的字母符号图例:C = 控制器,F = 流量,I = 指示器,P = 压力,T = 温度。
东洛锡安药物使用服务
柠檬酸,用于注射的水,无菌汤匙,过滤器,针头/注射器包,针头/注射器选择系统,特定的图像和性能增强药物套件,箔纸,注入预注入的拭子,消毒片,磁垫,避孕套,避孕套,润滑剂,润滑剂您提供其他服务吗?:没有针交换其他服务:您没有为使用特定图像和增强药物(IPEDS)的客户提供特定的诊所吗?:

第一材料解决方案合作伙伴
Solus Advanced Materials在高端电池箔技术方面拥有世界领先的竞争力,拥有4.5㎛薄型电池铜箔、高达70kgf/㎛的高强度电池铜箔、高达15%拉伸率的高伸长率电池铜箔制造技术。欧洲综合企业Volta Energy Solutions以这些技术为基础,生产符合全球标准的高品质电池铜箔,并迅速供应给欧洲和北美的客户。

使用反应膜进行电子应用的快速局部焊接
摘要 — 快速局部加热技术允许连接对温度敏感的材料和组件,而不会出现高温焊料回流工艺中常见的热损伤。这对于制造热膨胀系数差异较大的材料组件也很有利,不会产生弯曲或开裂。使用夹在焊料预制件之间的放热反应箔是一种很有前途的局部快速焊接工艺,因为它不需要任何外部热源。反应箔由交替堆叠的 Ni 和 Al 纳米层形成,直到达到总膜厚度。一旦使用外部电源激活薄膜,就会发生反应并释放出一定量的能量,这些能量会转移到焊料预制件上。如果这个能量足够高,焊料预制件就会熔化并确保组件材料之间的粘合。研究了施加的压力、反应膜 (RF) 厚度以及焊料和附着材料的化学成分和厚度的影响。结果表明,工艺过程中施加的压力对接头初始质量有很大影响,当压力值在 0.5 到 100 kPa 之间时,空洞率从 64% 降至 26%。这可以通过在较高压力下焊料流动性改善从而带来更好的表面润湿性并消除空洞来解释。另外,一旦焊料熔化时间增加,接头质量就会改善。当反应箔的厚度增加(额外的感应能量)或焊料、Cu 和/或 Si 的厚度减少(更少的能量消耗)时可以观察到这种关系。由于冷却速度高,与在炉中使用传统焊料回流工艺获得的结构相比,使用 RF 实现的 AuSn 接头的微观结构显示出非常细的相分布。在 100 kPa 压力下,对组装在活性金属钎焊基板上的 350 mm 厚硅二极管进行剪切试验,以评估接头的机械性能。RF 厚 60 mm,夹在两个 25 mm 厚的 96.5 Sn 3 Ag .5 Cu (SAC) 预制件之间。测试样品的空隙率约为 37%,剪切强度值超过 9.5 MPa,远高于 MIL-STD-883H 要求。最后,将工艺对组装二极管电气性能的影响与常用的焊料回流组件进行了比较,结果显示变化可以忽略不计。
第一材料解决方案合作伙伴
Solus Advanced Materials在高端电池箔技术方面拥有世界领先的竞争力,拥有4.5㎛薄型电池铜箔、高达70kgf/㎛的高强度电池铜箔、高达15%拉伸率的高伸长率电池铜箔制造技术。欧洲综合企业Volta Energy Solutions以这些技术为基础,生产符合全球标准的高品质电池铜箔,并迅速供应给欧洲和北美的客户。
