XiaoMi-AI文件搜索系统
World File Search System脱脂
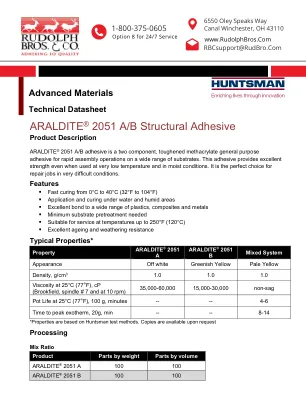
Araldite®2051A/B结构粘合剂
高级材料美国技术数据预处理粘合关节的强度和耐用性取决于对要键合的表面的适当处理。至少应用良好的脱脂剂(例如丙酮,ISO-丙醇(用于塑料)或其他专有脱脂剂)清洁关节表面,以消除所有油脂,油脂,油脂和污垢。低度酒精,汽油或油漆稀释剂绝不能使用。通过机械磨损或化学蚀刻(“腌制”)脱脂表面获得最强和最耐用的接头。磨损后应进行第二次脱脂处理。araldite®2051A/B结构粘合剂在掺入搅拌机的墨盒中可用,可以作为借助Huntsman Advanced材料推荐的工具作为准备使用的粘合剂。粘合剂的应用此系统可在包含搅拌机的墨盒中获得,并且可以作为借助Huntsman Advanced材料推荐的工具,可以作为准备使用粘合剂。树脂/硬质混合物可以手动或机器人施加到预处理和干燥的关节表面上。Huntsman的技术支持小组可以协助用户选择合适的应用方法,并建议各种生产和服务粘合剂分配设备的知名公司。一层粘合剂0.25 mm厚通常会赋予关节最大的剪切强度。应用粘合剂后应立即组装并固定在固定位置。有关表面准备和预处理,粘合关节设计和双盒分配系统的更详细说明,请访问www.aralditeadhesives.com。


IS 758 : 2023 医用纺织品 – 棉质吸水纱布
印度标准 IS 758 : 2023 医用纺织品 - 棉质脱脂纱布 - 由印度标准局制定的规范,概述了用于医疗目的的漂白和未加药脱脂棉纱布的结构细节和其他要求。该标准规定了原材料要求、纱线支数、每分米纱线数、质量、长度、宽度、吸水率、水萃取液 pH 值、洗涤损失、不含荧光增白剂和无菌等特性。它还规定了产品抽样和一致性的标准。这是一项重要标准,符合该标准可以确保产品所用于的医疗过程达到预期结果。

Araldite 2015 胶粘剂 - RS Components
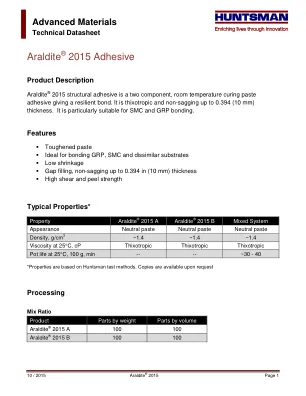
预处理 粘合接头的强度和耐久性取决于对要粘合的表面进行适当的处理。至少,应使用良好的脱脂剂(如丙酮、异丙醇(用于塑料)或其他专有脱脂剂)清洁接头表面,以去除所有油、油脂和污垢痕迹。切勿使用低浓度酒精、汽油或油漆稀释剂。通过机械研磨或化学蚀刻(“酸洗”)脱脂表面可获得最坚固、最耐用的接头。研磨后应进行第二次脱脂处理。 Araldite ® 2015 结构胶粘剂以带混合器的筒装形式提供,可借助 Huntsman Advanced Materials 推荐的工具作为即用型胶粘剂涂抹。 胶粘剂的应用 可以手动或机器人将树脂/硬化剂混合物涂抹在预处理的干燥接头表面上。 Huntsman 的技术支持团队可协助用户选择合适的应用方法,并推荐各种制造和维修粘合剂分配设备的知名公司。厚度为 0.002 至 0.004 英寸(0.05 至 0.10 毫米)的粘合剂层通常会为接头提供最大的搭接剪切强度。Huntsman 强调,适当的粘合剂接头设计对于持久粘合也至关重要。一旦涂抹粘合剂,就应将接头组件组装并固定在固定位置。有关表面准备和预处理、粘合剂接头设计和双注射器分配系统的更多详细说明,请访问 www.araldite2000plus.com。设备维护在粘合剂残留物固化之前,应使用热水和肥皂清洁所有工具。清除固化残留物是一项困难且耗时的操作。如果使用丙酮等溶剂进行清洁,操作员应采取适当的预防措施,此外,还应避免皮肤和眼睛接触。达到最小剪切强度的固化时间

从离开生物量为环境可持续性的生物量生产和
生物量(例如黑醋栗叶子)可以用作产生生物炭的碳化过程的前体,该过程是一种可用作土壤修正案的富含碳的物质。为了碳化生物量废物,这项工作开发了顶级上升气温剂。近距离,最终,扫描电子显微镜(SEM),热力学分析(TGA)和傅立叶变换红外光谱(FTIR)分析用于表征产生的生物炭。经过两个小时的气化,44.8 wt。%生物炭,固定碳含量为58.96%,从原料中产生,表明碳固醇具有很高的潜力。低水分含量可促进稳定性和处理方法,该分析还表明固定碳,灰分含量,挥发性物质和水分含量分别为3.86%,10.55%,26.63%和58.96%。生物炭的组成为63.32%的碳,2.75%的氢,1.56%的氮,4.10%的氧气和0.22%的硫。对碳化生物质的热分析显示有效的燃烧性能,其特征是在脱脂和炭氧化过程中实质性质量损失,然后在升高温度下进行灰分稳定。 FTIR光谱显示在1578 cm-1的吸收带(C-C)引起,这表明碳质材料的形成。 本研究表明碳化过程成功,并且生物炭适合用于催化,土壤修正和吸附。对碳化生物质的热分析显示有效的燃烧性能,其特征是在脱脂和炭氧化过程中实质性质量损失,然后在升高温度下进行灰分稳定。FTIR光谱显示在1578 cm-1的吸收带(C-C)引起,这表明碳质材料的形成。本研究表明碳化过程成功,并且生物炭适合用于催化,土壤修正和吸附。
