机构名称:
¥ 1.0
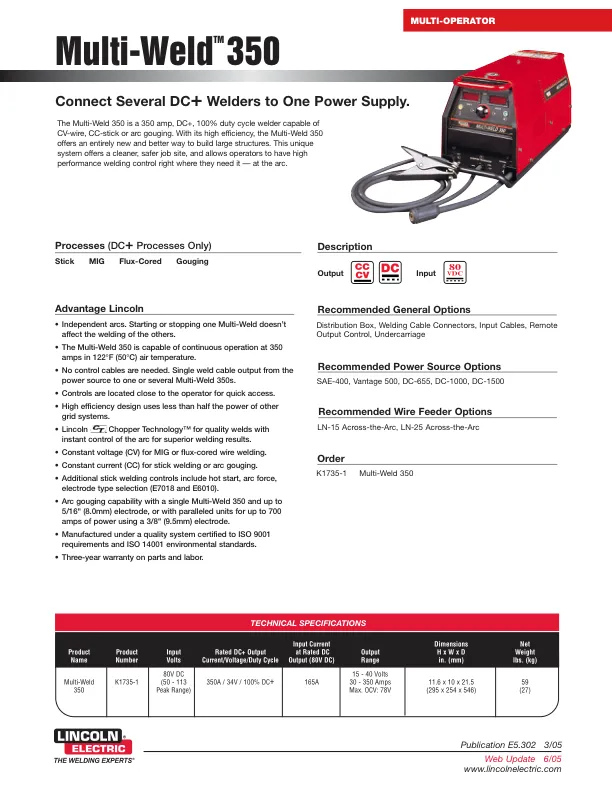
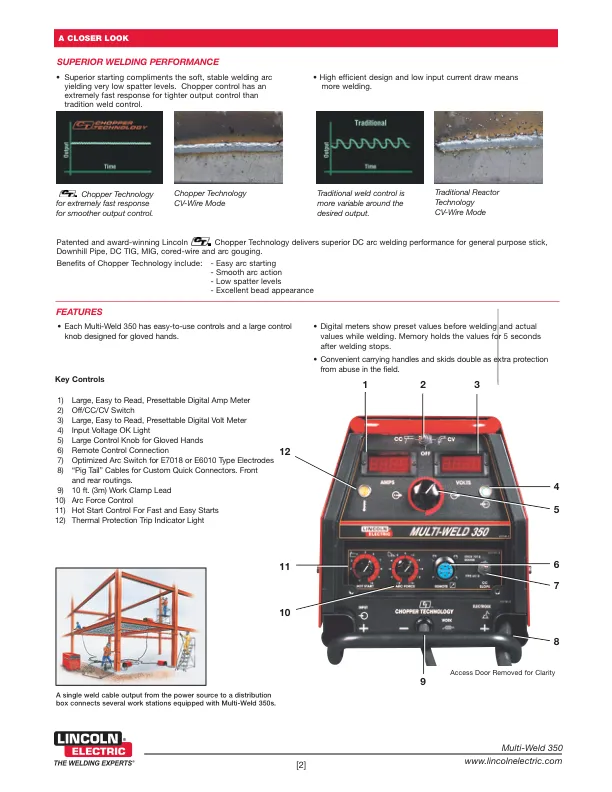
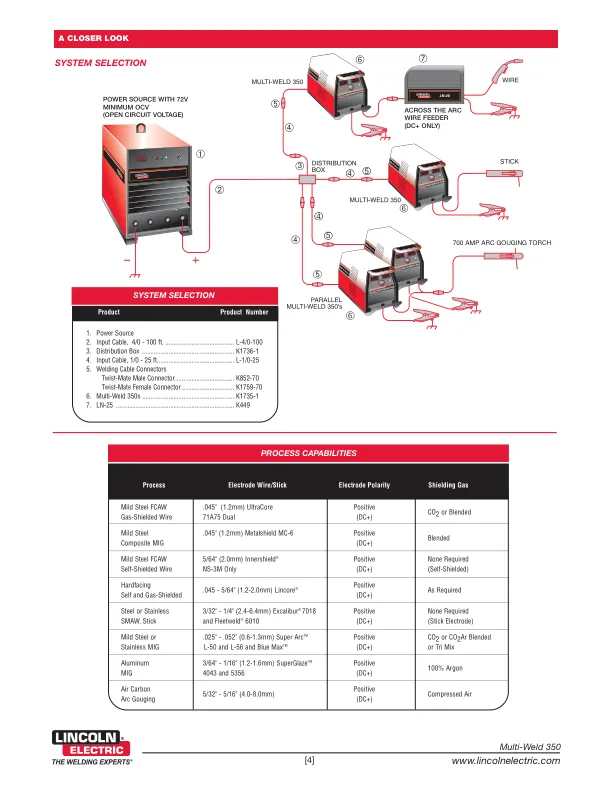
药芯焊丝 .035 (0.9) 300 ipm WFS,130A,24V 3.4 气体保护焊丝 .035 (0.9) 600 ipm WFS,195A,30V 6.4 .045 (1.2) 300 ipm WFS,185A,28V 5.7 500 ipm WFS,255A,29V 8.1 .052 (1.3) 250 ipm WFS,210A,26V 6.0 450 ipm WFS,315A,29V 10.4 1/16 (1.6) 200 ipm WFS,255A,26V 7.3 350 ipm WFS,350A (2) , 29V 11.2 药芯焊丝 5/64 (2.0) 200 ipm WFS,280A,30V 10.1 自保护 300 ipm WFS,350A (2) ,32V 13.7 MIG 焊丝 .035 (0.9) 150 ipm WFS,120A,19V 2.5 250 ipm WFS,175A,22V 4.2 .045 (1.2) 125 ipm WFS,145A,19V 3.0 200 ipm WFS,200A,21V 4.6 焊条 (7018) 1/8 (3.2) 130A,27V 3.9 3/16 (4.8) 225A, 28V 6.9 焊条 (7024) 3/16 (4.8) 260A, 27V 7.7 焊条 (6010) 1/8 (3.2) 120A, 36V 4.7 注意:E6010 焊条需要更高的电压才能正确“搅动”。建议使用更高电压的电源。空气碳 1/4 (6.4) 350A (2), , 34V 13.1 电弧刨削 3/8 (9.5) 700A (2), , 34V 需要并联两个 Multi-Weld 350。26.2
多名操作员:Multi-Weld 350 - 林肯电气
主要关键词


相关文件推荐