XiaoMi-AI文件搜索系统
World File Search System电沉积

通过局部电沉积直接 3D 微打印高导电金结构
直接 3D 打印金属微结构可以实现混合微制造,将传统微制造与增材微制造 (l AM) 相结合。微结构的材料特性,包括电阻率,对于微电子、高频通信和生物医学工程等广泛的应用都具有决定性的重要性。在这项工作中,我们介绍了一种基于局部电沉积的金结构 l AM 室温工艺。我们通过气压调节前体物质供应速率和通过电沉积电位调节反应速率来展示对电沉积过程的控制。我们 3D 打印了复杂的金微尺度结构,并通过开发具有集成四点探针测量功能的混合设备来表征打印金的电阻率。此外,我们基于之前展示的铜 l AM 工艺打印了铜微线,并表征了铜的电阻率。我们证明了金线和铜线的接近体电阻率值分别为 65 n X m(约比体电阻高 2.5 倍)和 19 n X m(仅比体电阻高 10%),且无需后处理。金线的微观结构分析表明,金属沉积物致密且无空隙。最后,我们在预图案化的基板上印刷了金结构,为将增材微制造与现有微制造技术相结合的混合设备铺平了道路。2023 作者。由 Elsevier Ltd. 出版。这是一篇根据 CC BY 许可协议开放获取的文章(http://creativecommons.org/licenses/by/4.0/)。

电沉积金属有机框架,朝着离子液体中的出色氢传感
图3。(a)XRD和(b)扫描电子显微镜(SEM)图像在GC电极上进行电沉积的Hkust -1,在施加-1.4 V与AG/AGCL的恒定电势持续7200 s时。倒角立方体的平均直径为855±65 nm。图(b)显示了稍微放大的图像,图(C-D)显示了电极上不同位置的放大图像。

增加了暗相电沉积中的空间随机性和成核的混乱导致Phototr
作者的完整列表:Simonoff,Ethan;加利福尼亚理工学院,洛伦佐化学范·穆诺兹(Van Munoz);加利福尼亚理工学院,内森·刘易斯;加利福尼亚技术,化学和化学工程研究所
GA-ASI 特殊工艺清单
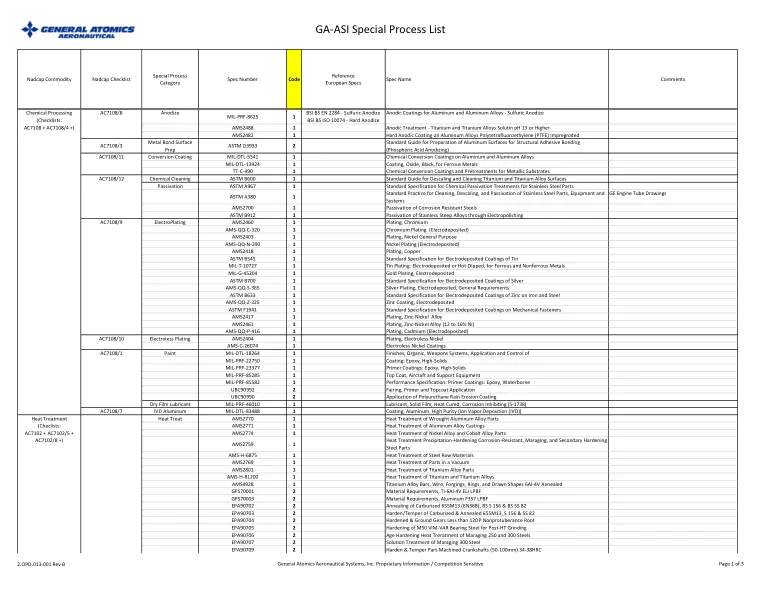
AMS2700 1 耐腐蚀钢的钝化 ASTM B912 1 通过电解抛光对不锈钢合金进行钝化 电镀 AMS2460 1 镀铬 AMS-QQ-C-320 1 镀铬(电沉积) AMS2403 1 镀镍(通用) AMS-QQ-N-290 1 镀镍(电沉积) AMS2418 1 镀铜 ASTM B545 1 锡电沉积涂层标准规范 MIL-T-10727 1 锡镀层:电沉积或热浸,用于黑色金属和有色金属 MIL-G-45204 1 镀金,电沉积 ASTM B700 1 银电沉积涂层标准规范 AMS-QQ-S-365 1 银镀层,电镀,一般要求 ASTM B633 1 钢铁上锌电镀层的标准规范 AMS-QQ-Z-325 1 锌涂层,电镀层 ASTM F1941 1 机械紧固件电镀层的标准规范 AMS2417 1 镀层,锌镍合金 AMS2461 1 镀层,锌镍合金(12 至 16% 的 Ni) AMS-QQ-P-416 1 镀层,镉(电镀) 化学镀 AMS2404 1 镀层,化学镀镍 AMS-C-26074 1 化学镀镍涂层 油漆 MIL-DTL-18264 1 表面处理,有机,武器系统,应用和控制 MIL-PRF-22750 1 涂层:环氧树脂,高固体 MIL-PRF-23377 1 底漆涂层:环氧树脂,高固体 MIL-PRF-85285 1 面漆,飞机和支持设备 MIL-PRF-85582 1 性能规范:底漆涂层:环氧树脂,水性 UBC90992 2 整流罩,底漆和面漆应用 UBC90990 2 聚氨酯雨蚀涂层干膜润滑剂的应用 MIL-PRF-46010 1 润滑剂,固体膜,热固化,防腐 (S-1738) AC7108/7 IVD 铝 MIL-DTL-83488 1 涂层,铝,高纯度(离子气相沉积 (IVD))热处理 AMS2770 1 锻造铝合金零件的热处理 AMS2771 1铝合金铸件AMS2774 1 镍合金及钴合金零件的热处理

电沉积金属有机骨架在离子液体中实现优异的氢传感
图 3. (a) XRD 和 (b) 扫描电子显微镜 (SEM) 图像,在 GC 电极上电沉积 HKUST-1,施加 -1.4 V 的恒定电位(相对于 Ag/AgCl)7200 秒。倒角立方体的平均直径为 855 ± 65 nm。图 (b) 显示略微缩小的图像,图 (cd) 显示电极上不同位置的放大图像。
含N,N-二甲基甲酰胺水溶液中电沉积铁铬合金薄膜的磁化强度和显微硬度
电沉积是制备合金的重要方法之一。利用电沉积合成合金的方法引起了广泛关注,因为它能够在室温下在金属基材上制备合金薄膜。到目前为止,含有六价铬(Cr 6 +)离子的电解槽已用于金属铬的电沉积。然而,众所周知,Cr 6 + 离子会引起有害的环境污染[4,5]。在欧盟,WEEE/RoHS(废弃电子电气设备/限制在电子电气设备中使用某些有害物质)指令限制使用Cr 6 + 离子[6]。因此,作为一种替代工艺,许多研究人员提出了从含三价铬(Cr 3 +)离子的电解槽中电沉积金属铬合金(例如 Co e Cr 和 Ni e Cr 合金 [7]、Fe e Cr 合金 [8] 和 Fe e Cr e Ni 合金 [9])。然而,众所周知,电沉积的电流效率受到很大限制,因为 Cr/Cr 3 + 的标准电极电位为 0.937 V(vs. Ag/AgCl/饱和 KCl),远不如铁族金属(例如 Ni/Ni 2 +、Co/Co 2 + 和 Fe/Fe 2 +)的电位高 [10]。在从水溶液中电沉积次贵金属的过程中,随着电流密度的增加,阴极附近的pH值升高[11]。pH值升高的原因是高电流密度下氢气析出速率高,导致阴极附近的H+离子消耗速率高。因此,在简单的水溶液中,Cr3+离子在高电流密度下会与阴极附近的六个水分子形成复合物[Cr(H2O)6]3+。具体而言,这些[Cr(H2O)6]3+离子会在酸性pH区(pH > 4.5)通过羟桥反应形成羟基桥接胶体聚合物[12,13]。阴极附近的这种胶体聚合物会抑制金属铬的电沉积。因此,通常在水溶液中加入甘氨酸、尿素或 N,N-二甲基甲酰胺 (DMF) 等络合剂来抑制 [Cr(H 2 O) 6 ] 3 + 离子的形成。在这些络合剂中,DMF 是众所周知的在金属电沉积过程中减少氢析出的有效络合剂 [14]。之前有几种
混合电沉积法制备新型机械和化学稳定的 Ni-P 超疏水表面
摘要 机械稳定性和化学稳定性不良是限制超疏水涂层广泛工业应用的重要因素之一。本研究采用混合电沉积法合成了Ni-P@Ni分级纳米结构涂层作为稳定涂层。研究了所制备样品的润湿性、耐腐蚀性、机械稳定性和化学稳定性。研究结果表明,在Ni纳米锥表面涂覆非晶态Ni-P涂层可提高耐腐蚀性,同时增强机械稳定性和化学稳定性。此过程将腐蚀电流密度从1.02降低到0.0076 µA.cm -2 。电化学阻抗谱 (EIS) 结果也显示,涂覆Ni-P涂层后R dl 增加。此外,通过在200 cm机械稳定性测试后创建Ni-P涂层并在3.5%NaCl电解质中浸泡8天,可以保持疏水状态。这项研究介绍了一种创建稳定超疏水涂层的新方法。

直接写入打印铜镍 (Cu/Ni) 合金...
摘要:尽管已经展示了各种微观和中观尺度的金属打印工艺,但打印基于合金与另一种合金/金属之间界面的功能设备(如热电偶、热电堆和热通量传感器)需要打印合金的工艺。此外,这些设备需要高质量的结晶合金才能发挥其可接受的功能。本文首次报道了从单一电解质中共电沉积打印单相固溶体纳米晶铜/镍 (Cu/Ni) 合金,该合金具有各种可控成分(Cu100Ni0 至 Cu19Ni81)。打印的合金是纳米晶体(<35 纳米),连续且致密,没有明显的孔隙度,具有出色的机械和磁性,无需任何后处理退火(如热处理)。此外,还展示了使用此工艺制造的功能热电偶。这种工艺不仅可用于制造功能设备,还可以通过打印用于材料表征的合金成分连续库来促进合金的基础研究。关键词:直写打印、受限电沉积、合金打印、铜/镍合金、共电沉积、机械性能、磁性■ 介绍

GA-ASI 特殊工艺清单
AMS2700 1 耐腐蚀钢的钝化 ASTM B912 1 通过电解抛光对不锈钢合金进行钝化 电镀 AMS2460 1 镀铬 AMS-QQ-C-320 1 镀铬(电沉积) AMS2403 1 镀镍(通用) AMS-QQ-N-290 1 镀镍(电沉积) AMS2418 1 镀铜 ASTM B545 1 锡电沉积涂层标准规范 MIL-T-10727 1 锡镀层:电沉积或热浸,用于黑色金属和有色金属 MIL-G-45204 1 镀金,电沉积 ASTM B700 1 银电沉积涂层标准规范 AMS-QQ-S-365 1 银镀层,电镀,一般要求 ASTM B633 1 钢铁上锌电镀层的标准规范 AMS-QQ-Z-325 1 锌涂层,电镀层 ASTM F1941 1 机械紧固件上电镀层的标准规范 AMS2417 1 镀层,锌镍合金 AMS2461 1 镀层,锌镍合金(12 至 16% Ni) AMS-QQ-P-416 1 镀层,镉(电镀) AC7108/10 化学镀 AMS2404 1 镀层,化学镀镍漆 MIL-DTL-18264 1 表面处理,有机,武器系统,应用和控制 MIL-PRF-22750 1 涂层:环氧树脂,高固体MIL-PRF-23377 1 底漆涂层:环氧树脂,高固体 MIL-PRF-85285 1 面漆,飞机和支持设备 UBC90992 2 整流罩,底漆和面漆应用 UBC90990 2 聚氨酯雨蚀涂层干膜润滑剂的应用 MIL-PRF-46010 1 润滑剂,固体薄膜,热固化,防腐 (S-1738) AC7108/7 IVD 铝 MIL-DTL-83488 1 涂层,铝,高纯度(离子气相沉积 (IVD)) 热处理 AMS2770 1 锻造铝合金零件的热处理 AMS2771 1 铝合金铸件的热处理 AMS2759 1 热处理沉淀硬化耐腐蚀、马氏体时效和二次淬火钢件 AMS2769 1 真空下零件热处理 AMS2801 1 钛合金零件热处理 AMS-H-81200 1 钛及钛合金热处理 HIP GPS70001 2 材料要求,Ti-6Al-4V ELI LPBF GPS70003 2 材料要求,铝 F357 LPBF AMS4992 2 铸造,结构熔模,钛合金 6Al-4V 热等静压 AC7102/1 钎焊 AWS C3.7 2 铝钎焊规范 AC7102/3 表面处理 AMS-S-6090 2 渗碳级钢件的渗碳和热处理 核心处理 UBC90983 2* Fab,核心处理 UBC90982 2* Fab,Cycom 5320,夹层复合材料制造UBC90978 2* 湿式覆铜板,Cond,Perm UBC90980 2* Fab,Cycom 5320,层压板 UBC90982 2* Fab,Cycom 5320,夹层 UBC90985 2* 制造,SQRTM,5320-1 UBC90986 2* Tencate EX1522/4581 蜂窝状天线罩结构 UBC90988 2* 囊式制造,Cycom 5320