XiaoMi-AI文件搜索系统
World File Search System金属化

C54 钛锗硅化物在硅上的稳定性……
研究了 C54 Ti(Si, -,Ge,,) 薄膜与 Si, -XGe, 衬底接触时的稳定性。C54 Ti(Si, -,Ge,,j) 薄膜由 Ti-Sii-,Ge, 固相金属化反应形成。结果表明,最初形成的 C54 Ti(Si, -,,Ge,,) 的 Ge 指数 y 与 Si, -XGeX 衬底的 Ge 指数 x 大致相同(即 yx)。C54 钛锗硅化物形成后,Si, -XGeX 衬底中的 Si 和 Ge 继续扩散到 C54 层中,大概是通过晶格和晶粒边界扩散。扩散到 C54 晶格中的部分 Si 取代了 C54 晶格上的 Ge,C54 Ti(Si, -,GeJZ 的 Ge 指数降低(即 yx)。这种偏析和沉淀增强了C54钛锗硅化物薄膜的团聚(即较低的团聚温度)。观察到可以使用快速热退火技术来减少退火时间并导致Ge偏析的减少。0 199.S美国物理学会。

电线键合可靠性评估
1.1.1。球键故障球键故障是微电子包装中最常见的故障模式[2]。通常是由于热老化引起的金属间生长。来自金属间层中的微裂纹并削弱了键[3]。球键合AU,Cu,Ag基线到Al金属化形成热老化的金属间化合物(铝制)。[4]在不同的金属超声波或热音线键中有限的界面IMC形成会增加键强度。但是,过度的IMC形成可能导致债券的性能下降。IMC的厚度增加会产生较高的电阻,从而导致流动流动时较高的热量产生。这会产生乘数效应,因为由于电阻率升高而引起的加热促进了粘合界面中其他IMC的形成[5]。imcs的形成以及界面处的相关空隙和裂纹决定键的强度和可靠性。IMC的形成对粘结强度有益,但是它们的过度生长可以增加键和接触电阻的脆性,从而导致键失败[6]。
EMC 设计技术 - Humerboard
• 让高速设备远离连接器和电线。IC 内部的金属化层、键合线和引线框架与附近的其他导体之间可能会发生耦合(例如串扰)。这些耦合的电压和电流会大大增加高频下的 CM 辐射。因此,请让高速设备远离所有连接器、电线、电缆和其他导体。唯一的例外是专用于该 IC 的高速连接器(例如主板连接器)。当产品最终组装时,内部的柔性电线和电缆可能位于各种位置。确保任何高速设备附近都不能有电线或电缆。(没有内部电线或电缆的产品通常更容易符合 EMC 标准。)散热器是导体的一个例子,显然不能远离要冷却的 IC。但散热器会像任何其他导体一样受到来自 IC 内部的耦合信号的影响。通常的技术是使用热导体将散热器与 IC 隔离(只要满足散热目标,越厚越好),然后使用许多非常短的连接将散热器“接地”到本地接地平面(通常可以使用机械固定装置)。
10 kV SiC 功率模块堆叠基板设计,具有图案化中间层,可减少局部放电
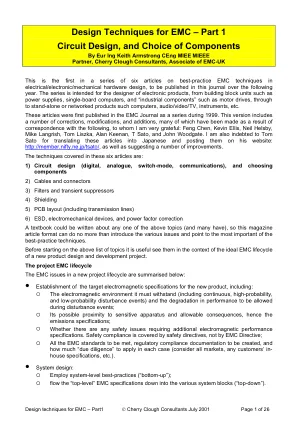
摘要 — 电源模块中的直接键合铜 (DBC) 等基板需要承受足够高的绝缘电压,以提供半导体芯片和冷却系统之间的隔离。当电场超过绝缘材料的临界介电强度时,就会发生局部放电 (PD),并且它通常是电源模块中的关键退化指标。确保在中高压电源模块封装中没有基板 PD 更具挑战性。与简单地增加单个基板绝缘层的厚度相比,堆叠多个基板似乎是实现高绝缘电压的一种有前途的解决方案。本文研究了堆叠基板的 PD 性能,并提出了在堆叠基板中采用图案化中间层以进一步提高绝缘电压。优化了堆叠基板的金属化之间的偏移量,以实现电场和热阻之间的权衡。基于中间层图案化堆叠基板设计开发了10 kV SiC 功率模块,并通过高达 12.8 kVrms 的 PD 测试验证,与传统堆叠基板相比,最大电场降低了 33%。

用于顺势疗法的 Mulk 糖
除非另有规定,试验中应使用纯化学品,当打算使用水作为试剂时,应使用蒸馏水(见 IS 1070)。“纯化学品”指不含影响测试结果的杂质的化学品。 4 保质期 建议保质期为 2 年,以内部稳定性研究的数据为准。 5 取样 应按照 IS 1000 的规定抽取产品的代表性样品并测试其是否符合本标准。 6 包装和标志 6.1 包装 6.1.1 零售包装 产品应装在干净、完好的金属容器(见 IS 11078)或玻璃容器或惰性塑料容器,如 PET 和 HDPE 罐(见 IS 19084)或食品级软包装中,该包装由薄膜或纸板、纸、聚乙烯、聚酯金属化薄膜或铝箔等任何基材的组合制成,以防止其变质。如果使用塑料材料,只能使用食品级塑料(见 IS 10171)。6.1.2 散装包装产品可以 25 公斤的量装入食品级聚乙烯袋中(见 IS 10171),厚度至少为 0.05 毫米。袋子应该通过缝纫或热封进行适当封闭。

农业中CRISPR-CAS系统的鸟类视图
摘要 - 在开发有希望的ULIS缩放技术的发展中,一个关键作用之一是由多孔介电特性扮演的,具有低介电常数,用于分离金属化系统中的互连。在此类膜的毛孔中的气态产物的凝结使得可以解决阻止这种膜整合的最重要的问题,以进行低破坏性的等离子体蚀刻。然而,研究孔隙率的方法也基于膜孔中凝结过程中的吸附等温线的研究。因此,毛孔吸附的研究是创建具有低介电常数的电介质的最重要的实际问题之一,并且研究了其结构化的低伤害方法。椭圆测量法的方法是一种易于实现和准确的方法,用于获得吸附等温线。但是,其对孔径分布的进一步分析和确定缩小为解决积分方程,这是一个错误的问题。在本文中,我们建议采用Tikhonov的统治方法来解决它。该方法在模型数据上进行了验证,并用于研究最初厚度为202 nm的低K介电样品,基于有机硅酸盐玻璃的介电常数为2.3。
扩大无阳极固态锂薄膜电池的生产规模,满足高体积能量密度应用需求
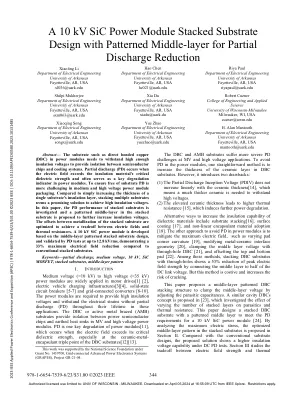
摘要:容量范围为 1-100 mAh 的紧凑型可充电电池适用于外形尺寸受限的可穿戴设备和其他高性能电子设备,这些设备的核心要求包括高体积能量密度 (VED)、快速充电、安全性、表面贴装技术 (SMT) 兼容性和长循环寿命。为了最大限度地提高 VED,我们开发了采用卷对卷工艺在超薄不锈钢基板(厚度为 10-75 μm)上制造的无阳极固态锂薄膜电池 (TFB)。高设备密度干法工艺图案化流程定义了可定制的电池设备尺寸,同时产生的废料可忽略不计。整个制造操作在传统的湿度控制洁净室中进行,无需昂贵的干燥室环境,并允许简化、降低制造成本。使用无阳极架构的这种扩大规模还可以实现与热预算兼容的封装和金属化方案,以与行业兼容的 SMT 工艺为目标。进一步的可制造性改进,例如使用高速测试,增加了大规模生产所需的总体要素范围。

金球键合金属间覆盖率测量
热超声键合过程中,金球和铝合金金属化层之间的焊接是通过界面处金和铝的固态混合以及金铝金属间相的形成而发生的。由该金属间相组成的总键合面积的比例通常称为金属间覆盖率,缩写为 IMC。超声波对于通过摩擦形成 IMC 至关重要 [1-3],但在整个界面上并不均匀,开始时是离散的岛状物,在超声波的作用下生长,最终将球锚定在铝金属化层上。如果优化了键合参数,大部分界面面积(多达 70-80%)应由 IMC 组成。在拉力测试期间,金-铝界面保持机械强度所需的最小 IMC 量只需略大于导线的横截面积。但是,如果界面大面积未键合,空气、空气中的污染物和环氧模塑料就会渗入球底,从而导致后续组装步骤中发生氧化和腐蚀反应。因此,最大化 IMC 是优化球键合工艺的重要部分。IMC 的测量通常是通过使用不会侵蚀金属间化合物或金的 KOH 溶液溶解 Al 键合垫 [4] 并观察球底面来完成的。确定形成坚固球键合所需的 IMC 的精确量并不是一门精确的科学,但经验准则是,真正键合球面积的 70% 应由 Au-Al 金属间化合物组成。有两种常用方法可用于查看和记录金球底面图像中的金属间化合物覆盖率,以便随后使用图像分析软件进行测量。第一种是使用光学显微镜 (LM),第二种是使用扫描电子显微镜 (SEM)。SEM 要求将样品镀金,并放置在 SEM 腔中,然后抽真空并进行检查,而 LM 不需要特殊且耗时的样品制备,被认为比 SEM 更快、更容易。但是,每种方法都有其优点,并且需要了解某些因素,尤其是 LM,才能正确测量 IMC。光学显微镜可以使用不同的照明模式,与 SEM 不同,在显微镜和照明下对样品进行对准可能会使 IMC 的识别和测量变得复杂,并且很容易导致错误的测量。但是,虽然覆盖率的光学评估更快,但也更难以解释。在半导体封装的组装工程鉴定中,由于耗时较少,因此似乎更倾向于采用光学评估金属间覆盖率。在新封装鉴定的组装工程阶段,可能需要通过 SEM 测量 IMC 来获得详细信息。但是,在大规模生产过程中,光学测量可能更合适,因为它们耗时较少。本文的目的是提供
![b' 在本研究中,我们报告了超快速瞬态热带 (THS) 技术用于测量氮化铝 (AlN) 薄膜各向异性热导率的实现情况。AlN 薄膜是通过在硅基板上制备的氧化硅 (SiO 2 ) 薄膜上在低温 (> 250 C) 下生长的反应性直流磁控溅射制备的。使用产生超短电脉冲\xc2\xad ses 的实验装置对热导率进行精确测量,并在纳秒和微秒时间尺度上电测量随后的温度升高。在 AlN 加工之前,将电脉冲施加在 SiO 2 上图案化的金属化条带内,并在 [0.1 \xe2\x80\x93 10 \xce\xbc s] 范围内选择的时间段内分析温度升高。当厚度从 1 \xce\xbc m 增加到 2 \xce\xbc m 时,AlN 横向平面(平面内)热导率分别从 60 增加到 90 W m 1 K 1(33 \xe2\x80\x93 44 W m 1 K 1)。这清楚地表明了 AlN 薄膜热导率的各向异性。此外,AlN 的体积热容量估计为 ~2.5 10 6 JK 1 m 3 。'](/simg/3\3667ff1348138e0ee8b2d560bc8bba8245de6047.webp)
b' 在本研究中,我们报告了超快速瞬态热带 (THS) 技术用于测量氮化铝 (AlN) 薄膜各向异性热导率的实现情况。AlN 薄膜是通过在硅基板上制备的氧化硅 (SiO 2 ) 薄膜上在低温 (> 250 C) 下生长的反应性直流磁控溅射制备的。使用产生超短电脉冲\xc2\xad ses 的实验装置对热导率进行精确测量,并在纳秒和微秒时间尺度上电测量随后的温度升高。在 AlN 加工之前,将电脉冲施加在 SiO 2 上图案化的金属化条带内,并在 [0.1 \xe2\x80\x93 10 \xce\xbc s] 范围内选择的时间段内分析温度升高。当厚度从 1 \xce\xbc m 增加到 2 \xce\xbc m 时,AlN 横向平面(平面内)热导率分别从 60 增加到 90 W m 1 K 1(33 \xe2\x80\x93 44 W m 1 K 1)。这清楚地表明了 AlN 薄膜热导率的各向异性。此外,AlN 的体积热容量估计为 ~2.5 10 6 JK 1 m 3 。'
b' 在本研究中,我们报告了超快速瞬态热带 (THS) 技术用于测量氮化铝 (AlN) 薄膜各向异性热导率的实现情况。AlN 薄膜是通过在硅基板上制备的氧化硅 (SiO 2 ) 薄膜上在低温 (> 250 C) 下生长的反应性直流磁控溅射制备的。使用产生超短电脉冲\xc2\xad ses 的实验装置对热导率进行精确测量,并在纳秒和微秒时间尺度上电测量随后的温度升高。在 AlN 加工之前,将电脉冲施加在 SiO 2 上图案化的金属化条带内,并在 [0.1 \xe2\x80\x93 10 \xce\xbc s] 范围内选择的时间段内分析温度升高。当厚度从 1 \xce\xbc m 增加到 2 \xce\xbc m 时,AlN 横向平面(平面内)热导率分别从 60 增加到 90 W m 1 K 1(33 \xe2\x80\x93 44 W m 1 K 1)。这清楚地表明了 AlN 薄膜热导率的各向异性。此外,AlN 的体积热容量估计为 ~2.5 10 6 JK 1 m 3 。'

基于Ag的热接口材料,用于电源应用中的SI组装芯片
使用所谓的TIM(热界面材料)层,裸露的Si表面或Si与Au底部金属化(如Gan-On-Si芯片系统中)的组装(如Gan-On-Si芯片系统中)仍然具有挑战性。大多数TIM基于Ag-Sinter的层[1,2]。使用基于Ag的TIM代替基于SN的焊料具有许多优势,特别是:a)基于Ag的基于Ag的糊状(以上100 w m -1 K -1)的导热率明显优于焊料(范围40-60 Wm -1 K -1)和b)通常的较薄[1-3]。TIM的性质在很大程度上取决于微结构参数,例如存在空隙和TIM层厚度。通常,我们可以期望较薄的层是更好的热性能。然而,在最近的一项研究[4]中,作者表明,键线厚度应在20°M至50°M之间。从机械和热性能的角度来看,这种厚度范围都是最佳的。层稀薄的层小于20°M的特征是结构内的主应力和菌株较高,这可能会导致其粘合剂或凝聚力衰竭。对于厚度高于50℃的接头,其热电阻超过了可接受的极限。