XiaoMi-AI文件搜索系统
World File Search SystemMachined
利用飞秒激光脉冲将 PMMA 键合到硅上
文献中,较小的间距可预期较高的剪切强度。事实上,在之前关于飞秒激光粘合两层 PMMA 层的研究 [20] 中发现,每次激光通过产生的缺陷和空隙都会被下一条激光线产生的熔融材料填充。因此,增加连续激光线之间的重叠可提高焊接强度。相反,在我们的案例中,当激光束经过之前产生的激光修改线时,即当 h/w < 1 时,可以注意到剪切强度的降低。该结果可以归因于 PMMA 和硅之间的锚定“断裂”,这是由于激光在已经加工好的线上扫描造成的。另一方面,增加间距对剪切应力有负面但不太明显的影响。这可能

MSST 模块 1 微机电系统 (MEMS) ...
在过去的二十年中,已经出现了几种微机械传感器。其中,压力传感器占据了近 60% 的市场。图 1.10 (a) 显示了压阻式压力传感器芯片的示意等距剖面图。在这里,我们可以看到集成在微机械硅膜片上的四个压敏电阻(压电电阻)。微机械加速度计是另一种受到航空航天、汽车和生物医学行业广泛关注的设备。图 1.10 (b) 显示了这种设备的示意横截面图。地震质量响应加速度并偏转,从而导致质量和固定电极之间的电容发生变化。电容的变化是位移的量度,而位移又取决于加速度。


添加剂制造TI-6AL-4V等级5和23(ELI)
[1]免责声明:此数据表中发布的所有数据仅用于参考目的,不足以设计或认证零件。对这些结果没有保证或保证。[2]界限是基于每个人群的一个标准偏差,每个人的每个方向都有十个样本。测试样品为6.35毫米直径的圆形条,从优惠券加工了75×13×75 mm(x,y,z)。方向XY数据是X和Y水平构建方向的平均值。[3]所有TI-6AL-4V批次的真空热处理应根据AMS 2801进行,在800±10°C的温度下真空(1.3x10-3至1.3x10-5 Mbar)下进行。在温度下保持2小时±30分钟,然后在惰性氩气气氛下冷却,以相当于空气冷却或更快的速度

金属零件增材制造的有限元建模
1 简介 AM 工艺从选择部件和确定部件要求开始。完成此操作后,设计过程从创建 CAD 文件(称为 STL(标准镶嵌语言))开始,该文件广泛用于快速原型和计算机辅助制造,然后是 AM 设备的 CAM 刀具路径。在流程的另一端,根据部件的属性要求确定合适的构建材料(粉末或线材形式)。接下来,选择适当的 AM 工艺参数,并将数据上传到机器。然后,逐层构建部件,一次创建一层(Dutta 和 Froes,2015 年;Froes 和 Dutta,2014 年)。完成该过程后,根据部件规格对部件进行清洁、应力消除或热处理。最后,拆除平台和支撑结构,然后根据要求对部件进行精加工
KP25x 集成压力传感器 -英飞凌科技
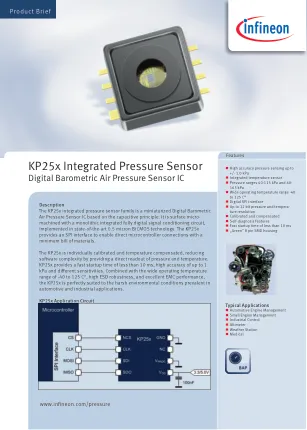
描述 KP25x 集成压力传感器系列是基于电容原理的微型数字气压传感器 IC。它采用表面微加工,具有单片集成全数字信号调节电路,采用最先进的 0.5 微米 BiCMOS 技术实现。KP25x 提供 SPI 接口,以最少的物料清单实现直接微控制器连接。KP25x 经过单独校准和温度补偿,通过提供压力和温度的直接读数降低了软件复杂性。KP25x 提供小于 10 毫秒的快速启动时间、高达 1 kPa 的高精度和不同的灵敏度。结合 -40 至 125 C° 的宽工作温度范围、高 ESD 稳健性和出色的 EMC 性能,KP25x 非常适合汽车和工业应用中普遍存在的恶劣环境条件。KP25x 应用电路

II 考试,2011 电力电子学(2003 课程)
7. a) 一个由普通碳钢 55C8(S ut = 720 N/mm 2 )制成的 21 齿小齿轮将与由普通碳钢 40C8(S ut = 580 N/mm 2 )制成的齿轮啮合。该齿轮对需要将 22 kW 功率从以 1000 RPM 运行的内燃机传输到以 300 RPM 运行的机器。所需的启动扭矩是额定扭矩的 200%,而载荷分布系数为 1.5。所需的安全系数为 1.5。齿宽是模数的十倍,齿系为 20° 全深渐开线。齿轮将进行加工以满足 6 级规格。齿轮和小齿轮将分别进行表面硬化至 400 BHN 和 450 BHN。齿轮副的变形系数为 11500e,N/mm。齿轮副的设计方法如下
航空发展局(国防部,政府...
在以下至少两个方面具有相关经验:- (a) 方法 涉及飞机或类似行业的制造和组装的工艺规划、生产控制、调度的工程活动 (b) 熟悉零部件制造中涉及的各种特殊工艺要求。 (c) 熟悉 CATIA/INVOIA 和 PLM。 (d) 熟悉飞机系统和装备技术。熟悉机载部件和组件的寿命政策、储存和处理程序以及可追溯性程序。 期望: (a) 能够在制造车间、工具工程、质量和设计的跨职能团队中工作,解决设计、生产问题和制造设计中的制造问题。 (b) 熟悉军用飞机结构和系统特点、所用部件类型、它们的制造和工具概念(机加工部件、钣金零件和碳纤维复合材料)。 (c) 具有设计和开发活动经验。

ST5484E 地震速度 4-20mA 变送器安装手册
将变送器主体牢固地安装到机器表面非常重要。请参阅第 6 节关于传感器放置的内容。两种基本的变送器安装样式需要不同的机器准备:NPT(国家管螺纹)和机器螺纹(UNF 和公制)。带有 NPT 型安装螺柱的变送器通过螺纹啮合固定,变送器的底座不接触机器表面。带有机器螺纹螺柱的变送器必须接触机器表面。变送器的底座必须呈方形并直接接触。这需要用 1 1/2 英寸沉头孔(表面处理工具)准备机器表面。此工具可与配备磁性底座的便携式钻头一起使用,但必须小心,使攻丝和螺纹孔垂直于加工表面。变送器必须与其底座表面完全接触。请联系 Metrix 获取更详细的沉头孔说明。