XiaoMi-AI文件搜索系统
World File Search System金属粉末

融合新颖的传感方法和机器学习以解决激光添加剂制造中的关键挑战
金属添加剂制造(AM)过程使用高功率激光器快速融化并固化金属粉末为复杂的3D形状,但不幸的是,快速固化过程通常会导致随机缺陷形成和非平衡微结构。充分了解AM过程并确保需要高质量的无缺陷制造过程,新型的高速传感方法可以捕获与AM过程相关的关键物理现象,需要高分辨率。约翰·霍普金斯大学应用物理实验室(APL)的一个团队正在开发能够测量沿激光路径超过50 kHz的新型光谱技术,以帮助了解不同激光输入下的材料如何形成。团队还正在开发机器学习工具来解释这些信号,从而揭示了传感器数据或Physi Cal Cal Postmortem检查结果的特征和趋势。

增材制造 316L 不锈钢的拉伸/压缩响应
增材制造已从一种快速成型技术发展成为一种能够生产高度复杂零件的技术,而且这些零件的机械性能优于传统方法。利用激光加工金属粉末,可以加工任何类型的合金,甚至金属基复合材料。本文分析了激光粉末床熔合加工的 316L 不锈钢的拉伸和压缩响应。通过光学显微镜评估了所得的微观结构。关于机械性能,确定了屈服强度、极限拉伸强度、断裂前伸长率、抗压强度和显微硬度。结果表明,微观结构由堆叠的微熔池构成,由于高热梯度和凝固速度,熔池内形成了细胞状亚晶粒。抗压强度(1511.88 ± 9.22 MPa)高于拉伸强度(634.80 ± 11.62 MPa)。这种差异主要与应变硬化和残余应力的存在有关。初始显微硬度为206.24±11.96 HV;压缩试验后,硬度增加了23%。


有限的用于混合制造的WAAM固定装置...
1。简介添加剂制造(AM)现在是一种众所周知的,广泛采用的技术,用于使用逐层沉积进行预成型制造。应用领域包括航空航天,汽车,工具和模具,医疗和牙科等[1]。对于金属AM,关键过程包括材料挤出,粉末床融合,材料喷射(即带有金属颗粒和紫外线的光聚合物),粘合剂喷射(即液态状态粘合剂和粉末金属)以及有向能量沉积(DED),可以将其分类为固态/动力学/动力学/动力学/动力学和热量。基于热能的DED工艺使用激光束,电子束,等离子体或弧选择性地融化金属粉末或线原料。例如,与其他金属AM相比,钢丝弧添加剂制造(WAAM)应用气体金属电弧焊接(GMAW),气钨电弧焊接(GTAW)或等离子体弧焊接(PAW)以更高的速率和较低的成本沉积材料。
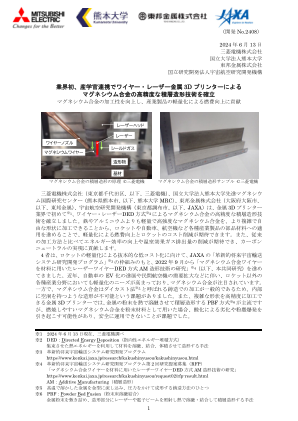
东邦金属株式会社 日本宇宙航空研究开发机构 (JAXA) 产学官合作推出业界首台线激光金属 3D 打印机
四方在JAXA“创新型未来宇宙运输系统研究开发计划”*3的框架下,自2022年9月起开始对“利用镁合金丝材的激光丝材DED AM制造技术研究”*4进行研究(以下简称“本次联合研究”),目的是通过减轻火箭重量,大幅降低成本。近年来,随着汽车电动化的推进、民用飞机需求的不断增长,火箭以外的各工业领域的轻量化需求日益高涨,镁合金备受瞩目。 然而,镁合金通常采用称为压铸*5的铸造方法进行加工,这带来了无法创建具有内部空腔的形状的问题。此外,可高精度加工复杂形状的金属3D打印机主要采用PBF法*6,即利用热量熔化金属粉末进行增材制造。然而,当使用易燃性极强的镁合金作为粉末材料时,存在因氧化或粉尘爆炸而导致劣化的风险,难以安全操作。

激光增材制造实现新材料概念
14.1 – 简介 在增材制造工艺中,使用化学或物理过程将液体、粉末、线材或箔片逐层堆积起来,形成部件。直接能量沉积 (DED) 或粉末床熔合 (PBF) 可用作增材制造工艺,其中使用金属粉末或线材在现有部件的基材或自由曲面上打印致密的金属层 [1]。金属粉末(纯元素、元素混合物、母合金)或金属线材高速熔化,并瞬间逐层沉积在相应的金属基材上。在所谓的激光熔覆 [2] 中,该技术通常用于涂覆涂层或工具维修。与减材工艺相比,增材工艺节省时间和资源,因为材料只在需要的地方添加。通常使用成熟的钢、镍基合金或钛合金。但是,也可以通过粉末混合物的原位合金化获得全新的材料,或者通过在堆积过程中改变粉末混合物的成分来创建材料梯度 [3]。高熵合金 (HEA) 代表了未来应用的一个新研究领域。它们由大量元素形成,所有元素都以类似的高浓度存在,例如由锆、铌、铪、钽或钨组成的合金 [4]。形成的合金通常可以是单相或多相混合晶体。HEA 通常可以结合高强度和非常好的延展性。原位合金化为未来生产具有出色高温机械性能的新型金属部件提供了快速材料筛选的独特可能性。长期以来,由于耐火合金的熔点高,其制造仅限于真空电弧重熔。使用基于激光的方法,这些金属被聚焦的激光束局部熔化并沉积在增材制造中。除了材料开发之外,增材制造还为组件设计提供了极大的设计自由度,例如,可用于开发基于仿生原理的负载优化设计 [5]。为了增加增材制造的多功能性,可以使用激光后处理来修改采用该技术生产的零件的表面[6-9]。市面上有不同类型的激光源,这确保了它们适用于广泛的应用,连续波 (cw) 激光器通常用于降低表面粗糙度,而脉冲激光器则用于修改表面功能并提高几何精度。即使有可能取代增材制造工艺链中的某些步骤,当最终制造的组件的局部区域需要特定特性时,采用激光后处理作为附加步骤也被证明是有益的。

结合金属沉积的分析成本模型
1. 简介和文献综述 金属增材制造 (MAM) 是一种 3D 打印技术,对各个行业(例如航空航天、生物医学、能源)影响最为显著 (Armstrong 等人,2022 年)。根据 ASTM/ISO 52900:2021(ISO ASTM 标准 2021),MAM 分为以下类别:材料挤出 (MEX)、材料喷射 (MJ)、粘合剂喷射 (BJ)、粉末床熔合 (PBF)、定向能量沉积 (DED)、板材层压 (SL) 和瓮聚合 (VPP)。PBF 是最广泛的工艺技术,因为它成熟且精度高 (Mandolini 等人,2022 年),覆盖了 85% 的 MAM 市场 (AMPOWER GmbH & Co 2020 年)。另一方面,PBF 机器复杂且价格昂贵。最近,金属 MEX(M-MEX)因其以下优点而备受关注:成本低(例如台式系统)、设备简单(用户友好性)、潜在危害少(例如没有金属粉末损失)、电源有限(与 PBF 或 DED 相比)和环境可持续性增强(Suwanpreecha 和 Manonukul 2022;Bianchi 等人 2022)。另一方面,M-MEX 的主要缺点涉及线材(例如粘合剂类型的选择)及其生产工艺(例如合适的混合程序)。要求保证线材的高质量,以保证 3D 打印部件的最终形状、尺寸、尺寸和属性(Suwanpreecha 和 Manonukul 2022)。 M-MEX 也称为 mFFF(金属熔丝制造,(Bankapalli 等人,2023 年))、FDMet(金属熔融沉积,(Bankapalli 等人,2023 年))、金属 FDM(Ramazani 和 Kami,2022 年)、MF3(金属熔丝制造,(Singh 等人,2020 年)),其灵感来自 MIM(金属注射成型)和 FFF(熔丝制造)(Bankapalli 等人,2023 年)。这项技术的快速增长得益于 FFF 和 MIM 的大量投资。事实上,除了绿色部件的制造方法外,材料 MEX 与 MIM 相似(就整个过程而言)。M-MEX 可以制造出性能接近(或相同)于 MIM 的零件。就设计自由度而言,金属 MEX 更具吸引力,因为它不需要模具。 M-MEX 原料由金属粉末和聚合物粘合剂组成(图 1)。通过将原料挤压到构建平台上来创建 3D 对象(绿色部分)。需要脱脂以去除部分聚合物材料。烧结是最后一个过程,通过以下方式完全致密化部件

2022 年年度报告
我们有两个业务部门:高性能材料和部件 (HPMC) 和先进合金和解决方案 (AA&S)。HPMC 部门的主要重点是最大限度地提高航空发动机材料和部件的增长,其约 80% 的收入来自航空航天和国防市场,其中约 60% 的收入来自商用喷气发动机产品。过去几年,商用航空航天产品一直是 HPMC 销售和 EBITDA 增长的主要来源,预计随着这些市场的需求从 2020 年 COVID-19 大流行导致的下降水平中恢复,这些产品将继续推动 HPMC 和 ATI 的整体业绩。其他主要的 HPMC 终端市场包括医疗和能源。HPMC 生产各种高性能材料、部件和先进的金属粉末合金。它们由镍基合金和超级合金、钛和钛基合金以及各种其他特种材料制成。能力范围从铸造/锻造和粉末合金开发到高度工程化的成品部件的最终生产,包括用于下一代喷气发动机锻件和 3D 打印航空航天产品的部件。
国家空间技术计划
STAR 联盟提供了一种高度创新和颠覆性的电力推进方案,使新一代地球静止 (GEO) 电信卫星和低地球轨道 (LEO) 航天器能够增强英国的实力。SSTL 提供了详细的任务要求,以在其 LEO 平台上实施 STAR 技术。南安普顿大学设计并测试了突破性的电力推进系统,该系统由一种新型专利电加热器和增材制造 (AM) 提供的设计自由度实现。STAR 推进器是世界上第一台高温电阻喷射推进器,使用氙气推进剂在 > 2,000 K 下持续运行。HC Starck Solutions (HCSS) 因其在耐火金属粉末方面的专业知识而被引入该联盟,以实现这一目标,而 HiETA Technologies Ltd (HTL) 成功地用这些新材料生产了组件。卫星应用弹射器为扩大生产提供了供应链战略和生产标准化方面的指导。下一步是通过南安普顿大学衍生公司 OhmSpace 将 STAR 技术商业化。
3D金属打印过程中组织转变的研究
Inconel 625 是一种镍基高温合金,由于其耐腐蚀性以及良好的机械性能(如高温下的强度和抗热蠕变性),广泛应用于航空航天、海洋和化学应用[1, 2]。该合金以镍基为主,主要合金元素含量较高,包括:Cr、Mo、Nb、Ta、Fe。 Inconel 625 中的主要相是面心立方 γ 相,此外,根据位置、温度和化学成分的不同,还有 γ”、Ni 2 (Cr,Mo)、δ、碳化物、μ 和 laves 相[3]。用 Inconel 625 制造具有复杂形状的零件始终是一个巨大的挑战,因为 Inconel 625 具有低导热性、差的可加工性和高硬度[4, 5]。然而,Inconel 625 具有良好的可焊性,是高能加工方法的首选[6]。 3D 金属打印工艺是利用逐层金属沉积的方法根据数字模型(CAD 模型)制造零件的过程 [7, 8]。在过去的十几年中,利用金属粉末和激光束作为热源的金属3D打印工艺可以生产形状复杂的金属零件,不仅在基础研究而且在工业应用中得到了广泛的应用[9,10]。